
2. 安全上の注意事項(Safety Instructions)
2.1 レーザー安全(Laser safety requirements)
-
レーザー光線は、管理されたエリア内に限定しなければなりません。
-
レーザー光の有効な伝播経路の終端には、適切な色と反射率を持つ拡散反射材を使用し、反射による危険性を最小限に抑えなければなりません。
-
上記の2点を満たせない場合は、レーザー保護専用の安全ゴーグルを着用する必要があります。
※本製品はクラス4レーザーであるため、レーザー光の直接照射、擬似反射、拡散反射はいずれも人体への損傷や火災の原因となります。そのため、上記の注意事項に加えて、以下の規定も厳守してください:
-
レーザー装置は専門の認定技術者のみが設置・調整・操作を行うこと。
-
レーザーマーキングシステムの設置場所には警告表示を設けること。
-
レーザー光線とその入射領域は、防護材で囲い、不可視光域における擬似反射を防止すること。
-
作業者はレーザー光の伝播経路に立ち入らないこと。
-
レーザー光の終端には、炭素板や耐火性の高い厚手の素材を使用すること。なお、長時間照射により一部の表面がガラス化して擬似反射を引き起こす可能性があるため注意が必要です。
-
上記すべての安全措置を講じたうえでも、操作中の作業者は常に保護メガネを着用し、散乱光によるリスクを防止する必要があります。
2.2 レーザー機器使用時の注意事項(Precautions when using laser equipment)
-
機器には確実なアース(接地)保護が必要です。
-
機器は使用中に発熱するため、換気の良い場所で使用してください。
-
密閉された空間や換気設備のない部屋での使用は避けてください。
-
火災、感電、故障のリスクを避けるため、水滴・湿気・液体の飛沫にさらさず、機器上に液体を置かないでください。
-
レーザー装置では、鏡面や滑らかな金属などの強反射物体へのマーキングは禁止されています。
-
レーザー光を**直接目で見る(入射・反射とも)**ことは厳禁です。視力に深刻な損傷を与えるおそれがあります。
-
体の一部をレーザー光に接触させないこと。皮膚に火傷を引き起こします。
-
機器の操作者には必要なトレーニングと指導を実施してください。
3. 製品説明(Product Description)
本機の構成:
レーザーマーキング機は、以下の2つの主要構成から成り立っています:
-
レーザーマーキングヘッド
-
制御ボックス
制御ボックスは高度に統合された産業用制御マシンシステムであり、主にレーザーおよびスキャナによるマーキング情報の入力・編集・高速かつ精密な制御を行うためのものです。
3.1.1 電源バージョン構造図

(Figure 3-1: Description of power version of 800IF series handheld fiber laser marking machine)
3.1.1 バッテリーバージョン構造図

(Figure 3-2: Structure description of battery plate of 800IF series handheld fiber laser marking)
※両図は、構造のビジュアル補助として掲載されているものです。
3.1.2 レーザーマーキングヘッド(Laser marking head)
レーザータップ(レーザーヘッドのケーブル部分)はコントローラーに接続されており、取り外しはできません。
レーザーマーキングヘッドには以下の構成が含まれています:
-
振動ミラー(ガルボスキャナ)
-
フィールドレンズ(集光レンズ)
ビームは振動ミラーによって偏向され、フィールドレンズで適切な焦点距離に調整されて作業面に集光されます。
3.1.3 制御ボックスおよび制御システム(Control box and control system)
LD-II手持ち式マーキング機の制御システムは、レーザー光源と産業用制御コンピュータを高度に統合した構造を持ち、以下の構成要素を含みます:
-
ファイバーレーザー光源
-
内蔵マーキング制御システム
-
7インチLCDタッチスクリーン
-
USBインターフェース(マウス、USBメモリなど外部機器に対応)
この制御ボックスは、マーキング作業の入力・編集・実行を高速かつ精密に行えるよう設計されています。
⚠️【注意】
タッチスクリーンの操作には鋭利または硬い物を使用しないでください。
強く押しすぎないでください。これにより画面の破損やタッチ感度の低下が発生します。
不適切な使用は保証対象外となります。
■ 3.1.4 非常停止スイッチ(Emergency stop switch)
LD-II手持ちレーザーマーキング機は、緊急時にレーザーを停止するための非常停止スイッチを搭載しています。
-
スイッチを押すと、レーザーへ入力されるPWM制御信号が遮断され、レーザー出力が停止します。
-
スイッチを解除(引き上げ)すると、PWM信号が再び有効となり、レーザー出力が再開されます。
⚠️注意:
非常停止スイッチは制御信号の遮断のみを行います。
ソフトウェアはそのまま稼働しているため、再起動時にレーザー出力が発生する場合があります。
したがって、ユーザーと操作者の安全を確保するため、以下の手順に従って操作してください:
非常停止時の操作手順:
-
非常停止スイッチを押して、レーザー出力を停止する
-
操作画面で「マーキング停止」をクリックして、マーキングプロセスを終了する
-
マーキングが停止したことを確認した後に、非常停止スイッチを解除またはスイッチヘッドを操作する
「非常停止スイッチを解除すると、レーザーが再起動する可能性があります」
この危険は、操作者に対してレーザー安全上のリスクをもたらします。
以下の要件を必ず守ってください:
非常停止スイッチの迅速な操作を徹底してください。
「非常停止スイッチは、緊急時または危険な状況にのみ使用してください(押し下げ操作)」
※注意:非常停止スイッチの使用は、マーキング処理を中断させ、その結果としてマーキングデータの損失を招くおそれがあります。
3.1.5 バッテリーの取り外しと充電(Replace the battery and make the battery charge)
LD-IIシリーズの手持ち式レーザーマーキング機は、取り外しが容易なバッテリーを採用しており、ユーザーによるバッテリー交換が便利です。
バッテリーは充電時に取り外す必要があるため、充電中に誤って装置を使用してしまうことによる不要なリスクを回避できます。
🔧 具体的な操作手順:
-
バッテリー収納部のドアスイッチを開く
-
バッテリーを取り出す
-
バッテリーアダプターを使って充電する、または別のバッテリーに交換する
📷 図3-4:800 LB-IFシリーズ手持ち式ファイバーレーザーマーキング機のバッテリー取り外し
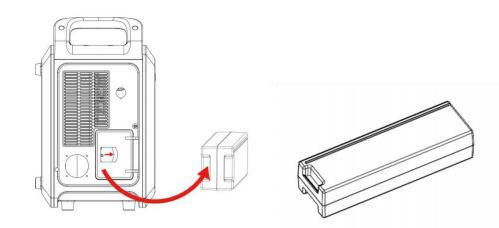
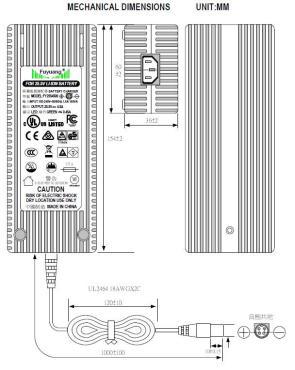
📷 図3-5:800 LB-IFシリーズのバッテリーアダプターおよびサイズ
3.1.6 バッテリー型モデルの電源操作(Battery Type Machine – Switch Operation)
🔌 起動方法:
-
電源キーを1秒間長押ししてください。
-
ソフトウェアが正常に起動するまでお待ちください。
⚠️ シャットダウン方法:
-
ソフトウェア画面上で「シャットダウン」ボタンをクリックし、ソフトを終了します。
-
ソフトウェアが終了したら、電源キーを3秒間長押しし、ブザー音が鳴って電源ランプが消えるまで押し続けます。
-
キーを放すと、機械の電源が完全に切れます。
注意:必ず電源スイッチをオフにして、バッテリーからの電力供給を完全に停止してください。
過放電を防ぎ、バッテリー寿命を保つためです。
短時間使用しない場合や、同日に再度使用する予定がある場合でも、
機器を完全にシャットダウンする必要があります。機器を確実にシャットダウンするために、リセットスイッチを使用することに注意してください。
そうすることで、バッテリーの過放電を回避できます。過放電は、
バッテリー寿命の短縮
不必要な安全リスク
を引き起こす可能性があります。
800 LB-IFシリーズ手持ち式ファイバーレーザーマーキング機(バッテリー式モデル共通)の電源スイッチ操作

3.1.7 電源供給型モデルの電源操作(Machine Switch Operation of Power Supply Section)
📷 図3-7:800Fシリーズ 手持ち式ファイバーレーザーマーキング装置(電源モデル共通)の電源スイッチ操作

🔌 起動方法(Start up):
-
電源スイッチをオンにする
-
電源ボタンのランプが点灯
-
ソフトウェアが正常に起動するまで待つ
⚠️ シャットダウン方法(Shutdown):
-
ソフトウェアの「シャットダウンボタン」をクリック
-
ソフトウェア終了後、電源スイッチをオフにする
-
電源ボタンのランプが消灯することを確認
このモデルは、外部電源(ACアダプター等)を用いた給電方式です。
起動/停止の際は、必ずソフトウェア→本体電源の順で操作してください。
順序を誤ると、保存されていないデータの損失や、バッテリー誤動作の原因となります。
3.2 製品ラベルの説明(Product Label Description)
📷 図3-8:800IFシリーズ 手持ち式ファイバーレーザーマーキング機の外装ラベル位置と説明
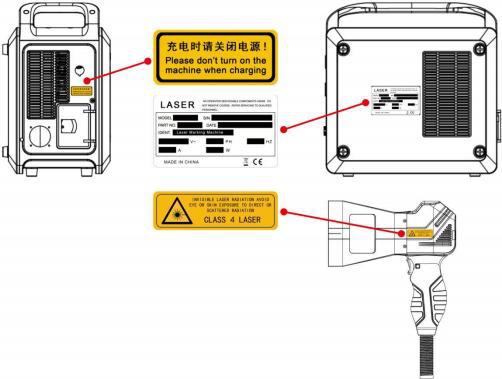
この図では、本体外装に貼付された各種識別ラベルの位置と内容を示しています。
ラベルには、以下のような情報が含まれます:
-
製品名(機種名)
-
製造番号(シリアルナンバー)
-
電源仕様(入力電圧・消費電力など)
-
製造年月日
-
製造元情報(会社名・連絡先等)
-
各種安全警告シール(レーザー放射警告など)
本ラベルは、保証・修理・法令上の管理などに関わる重要な識別情報を含むため、
剥がしたり改ざんしたりしないでください。
4. ソフトウェアインターフェース(Software Interface)
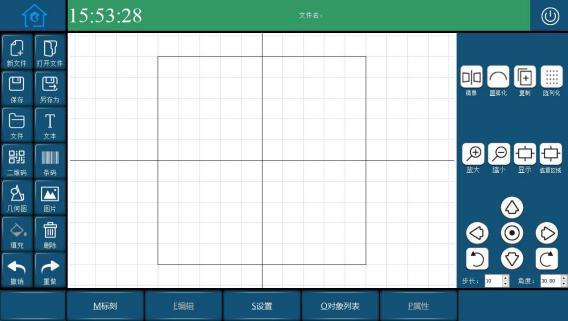
以下は、レーザーマーキングソフトウェアの各アイコンや操作ボタンの機能説明です。
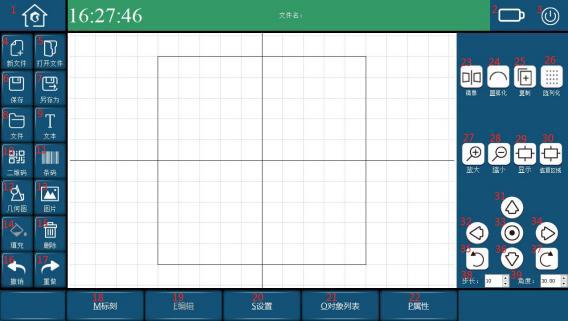
-
 メインインターフェース切替
メインインターフェース切替 -
 電源アイコン(バッテリー残量表示、バッテリータイプ用)
電源アイコン(バッテリー残量表示、バッテリータイプ用) -
 ソフトウェアのシャットダウン・再起動ボタン
ソフトウェアのシャットダウン・再起動ボタン -
新規作成:新しいファイルを作成
-
ファイルを開く:保存されたマーキングファイルを開く
-
保存:現在のマーキングファイルを保存または上書き保存
-
別名で保存
-
ドキュメント:以前に保存したマーキングファイルを開く
-
テキスト:新しいテキストオブジェクトを追加
-
QRコード:新しいQRコードオブジェクトを追加
-
バーコード:新しいバーコードオブジェクトを追加
-
図形:新しい図形オブジェクトを追加(編集可)
-
画像:ビットマップやベクター画像(PLT・DXF)をUSB経由でインポート
-
塗りつぶし:このウィンドウは使用されません(塗りつぶしパラメータは編集画面で設定)
-
削除:選択中のオブジェクトを削除
-
取り消し:直前の操作を取り消し
-
やり直し:取り消した操作を再実行
-
M(マーキング)切替:マーキング用インターフェースに切り替え
-
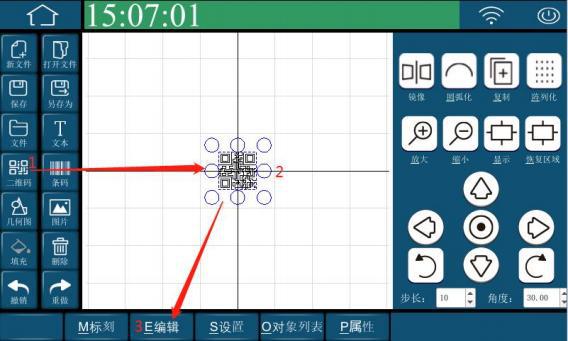
E(編集)切替:選択中のオブジェクトを編集
-
S(設定)切替:設定画面に切り替え
-
O(オブジェクト一覧):使用中オブジェクトIDを確認、または特定オブジェクトを素早く選択
-
P(属性):属性パラメータ(出力0~100、出力が高いほど深く刻印される/速度200~2500、速度が遅いほど深く刻印され時間がかかる)
-
ミラー:選択中オブジェクトの縦/横の中心線ミラー反転
-
アーク(円弧配置):選択中オブジェクトに円弧変形を適用(パラメータはデフォルト)
-
コピー:選択したオブジェクトを複製
-
配列変換:選択したオブジェクトを配列配置(行列など)
-
拡大表示:画面表示の拡大
-
縮小表示:画面表示の縮小
-
表示:選択したオブジェクトを画面に一括表示(フィット表示)
-
復元エリア:ビューサイズを初期状態に戻す
-
 上へ移動:選択中オブジェクトを上方向に移動
上へ移動:選択中オブジェクトを上方向に移動 -
 左へ移動:選択中オブジェクトを左方向に移動
左へ移動:選択中オブジェクトを左方向に移動 -
 中央に移動:選択中オブジェクトを画面の中央へ配置
中央に移動:選択中オブジェクトを画面の中央へ配置 -
 右へ移動:選択中オブジェクトを右方向に移動
右へ移動:選択中オブジェクトを右方向に移動 -
 左へ回転:選択中オブジェクトを左に回転
左へ回転:選択中オブジェクトを左に回転 -
 下へ移動:選択中オブジェクトを下方向に移動
下へ移動:選択中オブジェクトを下方向に移動 -
 右へ回転:選択中オブジェクトを右に回転
右へ回転:選択中オブジェクトを右に回転 -
ステップ長さ:移動操作時の単位距離を調整
-
角度:回転操作時の回転角度を調整
5. テキスト編集(Text editing)

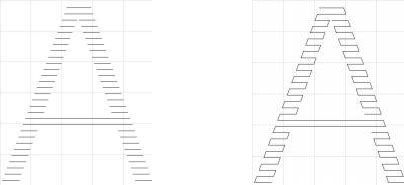
5.1 塗りつぶし(padding)
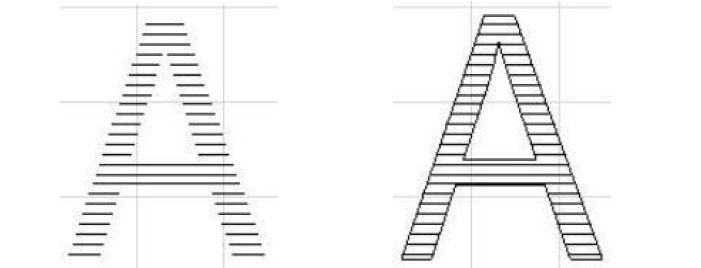
-
タイプ(Type)
- 選択肢:空(empty)/線(line)/破線(broken line)
- 「空」を選ぶと塗りつぶしなし、「線」または「破線」を選ぶと塗りつぶしが有効になります。
📷 図5-1:塗りつぶしタイプ(線/破線)図解
-
間隔(Gap)
- 塗りつぶし線同士の間隔を示します。
- 設定範囲:0.02〜1
- 値を小さくすると、マーキングが深くなり、所要時間も長くなります。
📷 図5-2:塗りつぶし間隔の図示
-
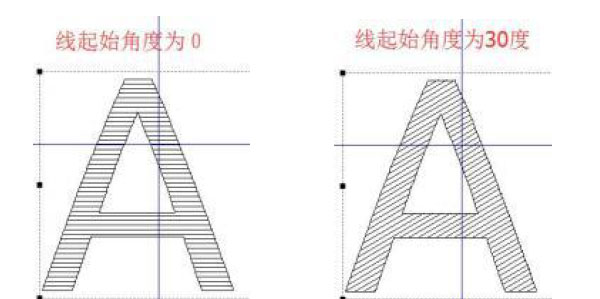
角度(Angle)
- 塗りつぶし線の角度を変更します。
📷 図5-3:塗りつぶし角度図
-
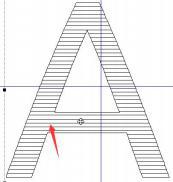
交差塗りつぶし(Cross-filling)
- 異なる方向の2本の線で、90°の交差塗りつぶしを行います。
📷 図5-4:塗りつぶしと交差塗りつぶしの図示

-
枠線を有効化(Enable the border)
- テキスト内容の外枠(輪郭)を表示します。
📷 図5-5:枠線有効化時の塗りつぶし図
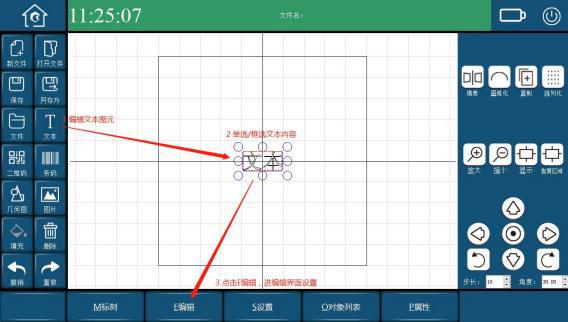
5.2 テキスト内容の編集(Text Content Editing)
5.2.1 テキスト(Text)
-
ソフトウェアのキーボードを使って、テキスト内容を手動入力します。
-
この入力方式は「固定テキスト」となります。
5.2.2 シリアルナンバーモード(TCP)(Serial Number Mode (TCP))
-
TCP機能を使用する場合、コード送信プログラムの開発が必要です。
(※弊社は通信インターフェース仕様書を提供しますが、コード送信プログラムそのものの開発は含まれません) -
シリアルナンバーモードにチェックを入れると、TCP機能が有効になります。
この場合、データソースはTCPコードになります。 -
サーバーは現在、以下の5つのコマンドに応答します:
1. start(開始)
2. stop(停止)
3. load(読み込み)
4. clsgive(閉じて渡す)
5. put(書き込み)
⚠️注意:データソースの入力がない場合、マーキング実行時に**「データが空です」**という警告が表示されます。
5.2.3 イタリック体(Italic)
-
元のフォントがイタリック(斜体)対応である場合、
イタリックのチェックボックスをオンにすると、文字が斜体になります。
5.3 可変テキスト(Variable Text)
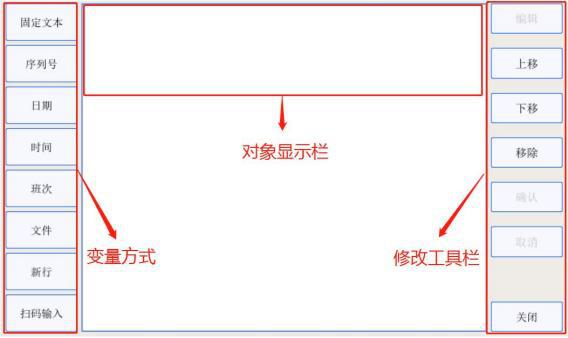
🔧 ツールバー機能の変更(※選択中のオブジェクトにのみ有効)
-
編集(Editor):オブジェクトの内容を修正します
-
上に移動(Move up):編集中のオブジェクトを上に移動
-
下に移動(Move down):編集中のオブジェクトを下に移動
-
削除(Remove):オブジェクトを削除
-
確定(Confirmation):編集内容を確定
-
キャンセル(Cancel):現在編集中の内容をキャンセル
-
閉じる(Close):現在の編集インターフェースを閉じる
5.3.1 固定テキスト(Fixed Text)
-
ソフトウェアのキーボードを用いて、テキスト内容を手動入力します。
これにより固定テキストとして登録されます。
5.3.2 シリアルナンバー(Serial Number)
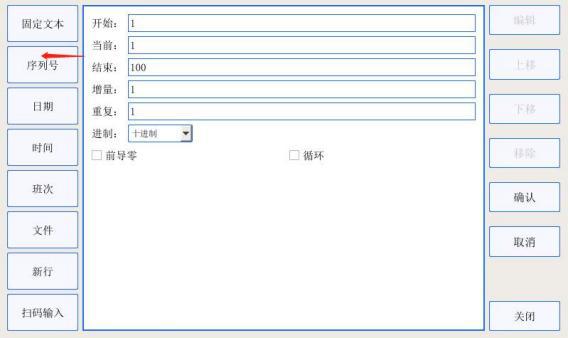
-
新しいシリアルナンバーオブジェクトを作成します。
設定項目:
-
開始(Start):シリアル番号の開始値
-
現在(Current):現在マーキングしていないシリアル番号の値
-
終了(End):シリアル番号の最大値(最大18桁まで設定可)
-
増分(Increment):シリアル番号の1回あたりの増加量
-
繰り返し(Repeat):同一シリアル番号を繰り返してマーキングする回数
-
進数(Imession):使用する進数を設定(10進数、16進数、英大文字16進数など)
-
先頭ゼロ(Leading zero):数字の前にゼロを付加する形式を設定
-
サイクル(Cycle):シリアル番号が終了値に達した後、再び開始値から始めるかどうか(繰り返さない場合、終了後に最後の番号で停止)
操作例:
-
「1〜100」のシリアル番号を作成する場合:終了値を「100」に設定
-
増分を「1」に設定:現在値に+1ずつ加算される
例:「+2」に設定すれば、+2ずつ進む -
先頭ゼロを付ける場合:終了値を「100」として桁数を3桁に設定すると、
「001」「002」…「100」と表示されます
4桁であれば「0001」「0002」…「0100」になります


5.3.3 日付/時刻(Date / Time)
-
カスタムテンプレート(Custom template)
- 必要な日付/時刻の形式を選択し、手動でカスタマイズできます。 -
固定テンプレート(Fixed template)
- デフォルトで用意されている標準的な日時形式を使用します。 -
先頭ゼロ(Leading zero)
- 数字の前にゼロを付けて表示するかどうかを設定します。
例:
a. 日付:
2023-7-1 → 2023-07-01(先頭ゼロあり)
b. 時刻:
9:22:1 → 09:22:01(先頭ゼロあり)
-
オフセット(Offset)
- 現在の日付または時刻に前後のズレを加えることができます。
✅ 操作手順:
-
固定テンプレートを使用する場合
→ 使用したいテンプレートを選択し、「確定」をクリック → インターフェースを閉じます。 -
カスタムテンプレートを使用する場合
→ 修正したいテンプレートを選び、日付・時刻単位の間に特殊記号や文字を追加/削除できます。 -
オフセットの例:
- 現在の日付が「2021-7-29」であれば、「+1」すると「2022-8-30」になります。
- 現在の時刻が「13:58:1」であれば、「+1」すると「14:59:2」になります。
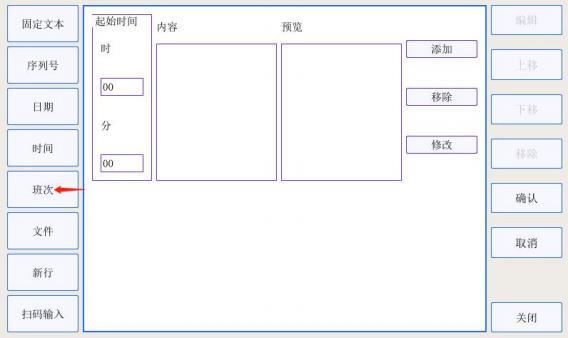
5.3.4 シフト(Ships)
-
開始時刻(Start time):シフトの開始時刻を設定します。
-
内容(Content):シフトでマーキングする内容を入力します。
-
プレビュー(Preview):追加済みのシフト内容と開始時刻を確認します。
-
追加(Add):新しいシフトを追加します。
-
削除(Remove):既存のシフトを削除します。
-
修正(Modification):既存のシフトを修正します。
✅ 操作手順:
-
新しいシフトの追加:
「開始時刻」と「内容」を入力し、「追加」をクリック -
シフトの削除:
削除したいシフトを「プレビュー」欄で選択し、「削除」をクリック -
シフトの修正:
修正したいシフトを「プレビュー」で選択し、「開始時刻」や「内容」を編集 → 「修正」をクリック
5.3.5 ファイル(File)
-
TXTまたはExcelファイルのデータをUSBメモリ経由でインポート可能です。
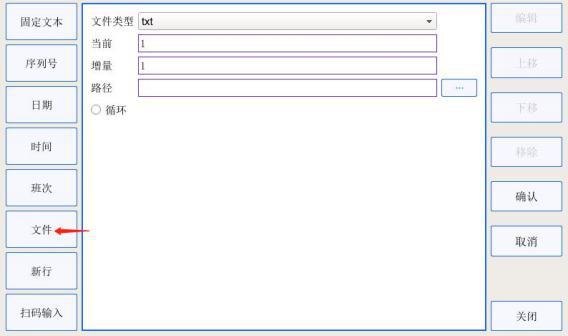
設定項目:
-
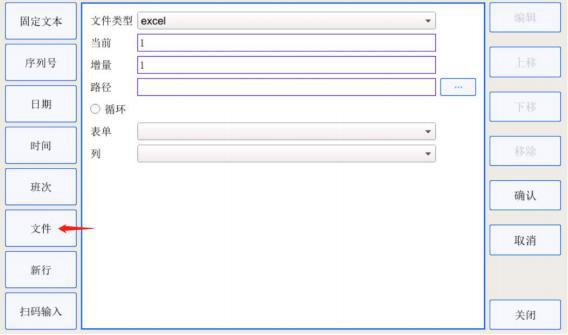
ファイル形式(File type):
TXT/Excel形式のファイルに対応
(TXTは縦方向の行分割が必要、Excelは縦方向入力が必要) -
現在値(Current):
未マーキングの現在の対象データ -
増分(Increment):
インポートしたデータに対するインクリメント値 -
パス(Path):
ファイルの保存場所(ファイルマネージャ内のパス) -
繰り返し(Cycle):
ファイルの内容をすべて使用し終えた後、最初から再スタートするかの設定 -
形式(Form, Excel):
Excelファイルのシート形式指定 -
列(Column, Excel):
Excelファイルのデータを読み込む列(リスト形式で選択可能)
5.3.6 改行(New line)
-
「\n」を使って新しい行を挿入します。
✅ 操作手順:
-
改行の挿入(Line change):
2つのテキスト、または可変テキストの間に「改行」を挿入することで、複数行にレイアウトされます。 -
行間(Line spacing):
テキスト編集インターフェースの「二重線フォント」内で調整します。
※単線フォントではこの設定は効果を持ちません。

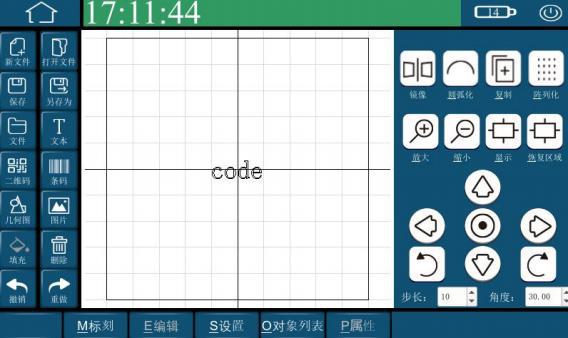
5.3.7 スキャンコード入力(Scan Code Input)
-
バーコードリーダーでスキャンされたコードを読み込み、
QRコード/バーコード/テキストとして外部入力をサポートします。
✅ 操作手順:
-
通常モード(General):
- 「スキャンコード入力」をクリック → 「確定」をクリック → すべてのインターフェースを閉じる
- メイン画面に「code」というプレースホルダーが生成される
- 「マーキング開始」をクリックし、コードリーダーでスキャン
→ 「code」が現在のスキャン内容に更新され、マーキングされます
-
修正モード(Modification):
- 「スキャンコード入力」をクリックし、コードリーダーでスキャン
- ポップアップで現在のスキャン内容が表示される
- 表示された内容をクリックし、内容を修正
- 修正が完了したら「確定」をクリック → すべてのインターフェースが閉じる
- メイン画面の「code」が修正後の内容に更新される → 「マーキング開始」で実行 -
表示内容の更新(Refresh the display code system content):
a. 「スキャンコード入力」ポップアップボックス
b. 「標準マーキング画面」で「マーキング開始」をクリック → 外部トリガーモードに切替
c. 拡大/縮小表示や「表示」操作でコードを画面に表示
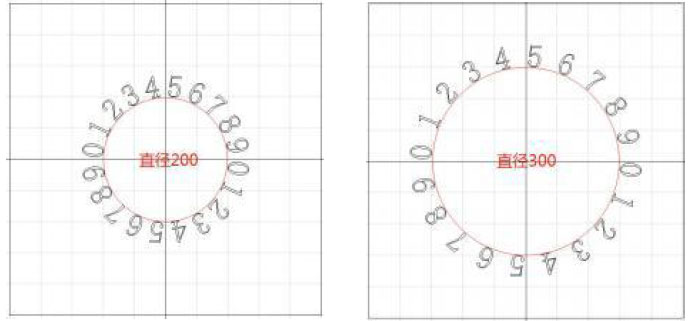
5.4 円弧配置(Circular Arcing)
📷 図5-6:円弧配置パラメータの説明図(Diagram representation of circular arcing parameters)
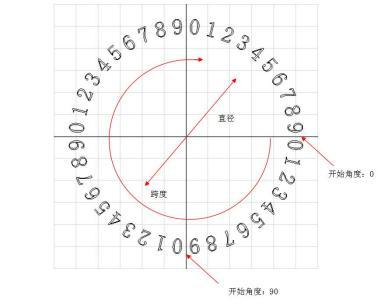
設定項目:
-
有効化(Enable):
現在のテキストオブジェクトに対して、円弧配置機能を有効化します。 -
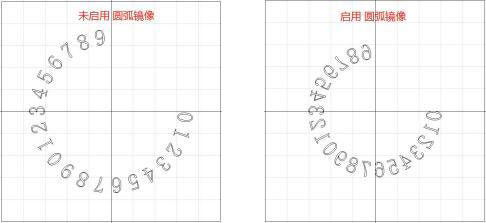
円弧ミラー表示を有効化(Enable the circular arc mirror image):
円弧配置されたオブジェクトを鏡像(反転)表示にします。
📷 図5-7:円弧ミラー表示のイメージ図
-
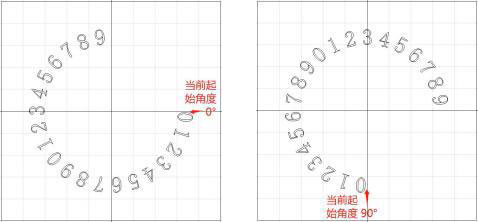
開始角度(Start Angle):
文字列の最初の文字の角度位置を設定します。
📷 図5-8:円弧配置の開始角度図
-
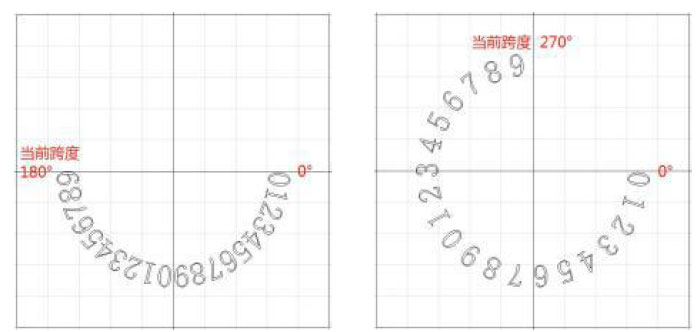
スパン(Span):
最初の文字から最後の文字まで、内容が扇形または円形に何度の角度で配置されるかを設定します。
📷 図5-9:スパン角度の設定図
-
直径(Diameter):
扇形または円形の円弧の直径を設定します。
📷 図5-10:円弧の直径設定図
5.5 矩形(Rectangles / サイズ調整)
設定項目:
-
縦横比を固定(Locking aspect ratio):
幅または高さのいずれかを変更すると、他方も自動で比例調整されます。 -
X座標(Abscissa):
矩形の水平方向の位置を指定します。 -
Y座標(Vertical coordinate):
矩形の垂直方向の位置を指定します。 -
高さ(High height, mm):
矩形全体の高さサイズをmm単位で調整します。 -
幅(Width, mm):
矩形全体の幅サイズをmm単位で調整します。
5.6 二重線フォント(Double-line font)
-
左上に表示される “Hello word!” テキストを編集することで、
現在選択しているフォントスタイル(二重線フォント)が適用されます。
※二重線フォントは、アウトラインと内部の両方を持つ文字デザインに使用されます。
![]()
5.7 単線フォント(Single-line font)
-
同様に、左上に表示される “Hello word!” を編集すると、
単線フォントスタイルとして適用されます。
※単線フォントは、輪郭線のみで構成されるシンプルな文字デザインに使用されます。
![]()
6. QRコード編集手順(QR Code Editing Instructions)

各項目はQRコードの外観と内容に関する設定を行うためのものです:
-
反転(Reverse):
QRコードの反転(黒と白を反転)を行います。 -
スケール(Scale):
QRコードのドット(点)のサイズを設定します。 -
XY倍率(XY multiple):
X軸およびY軸方向の点・線の拡大率を設定します。 -
中抜き(Hollow):
QRコードの中央に空白領域(ホール)を作成します。
- 値が0の場合はデフォルトで中抜きなし
- 値を大きくすると、空白の面積も大きくなります -
タイプ(Type):
以下のさまざまなQRコード形式をサポート:
- QRCode
- DataMatrix
- GS1-DataMatrix
- AztecCode
- HanXinCode
- DotCode など -
モード(Mode):
QRコードの形状モードを選択可能:
- 輪郭(Contours)
- 長方形(Rectangles)
- 楕円(Ellipses)
- 点(Dots)
- 線(Lines) -
対応テキストオブジェクトの追加(Add the corresponding text objects):
QRコードに含まれる内容テキストを表示します。
7. バーコード編集手順(Bar Code Editing Instructions)

以下の設定項目は、バーコードの生成と外観に関する詳細な調整を行うものです:
-
タイプ(Type)
以下のバーコードフォーマットに対応:
- GS1
- 128 Code Auto / A / B / C
- Code 39(39 code)
- Code 93(93 code)
- EAN-13
- PDF417
- 01コード(01 supported code)
-
高さ(Height)
バーコードの縦の高さを設定します。 -
モジュール幅(Module width)
バーコードを構成する1単位(バー1本)の幅を指定します。 -
フォントサイズ(Font size)
バーコードの下に表示される内容テキストのフォントサイズを指定します。 -
バーの反転表示(Bar blank inversion)
バーコードの色を反転させます(背景と線の色を逆に)。 -
テキスト表示(Show text)
バーコードに含まれるデータ内容を文字として表示するかどうかを選択します。
8. 画像(ベクター図・ビットマップ)のインポート(Picture Import)

対応フォーマットは以下の通りです:
-
ベクター形式:DXF、PLT
-
ビットマップ形式:PNG、JPG、JPEG、BMP、GIF、PBM
※使用目的に応じて適切な形式を選択してください。
✅ インポート手順:
-
ホーム画面で「Picture(画像)」を選択します。
-
「ファイル管理(File Management)」へ進みます。
-
「ドライブ(Drive)」内の Uディスク(/media/sda1) を開きます。
-
対応フォーマットの画像ファイルを選択し、クリックして開きます。
📷 図8-1:ベクター画像とビットマップ画像の例示図(Vector vector and vector diagram)

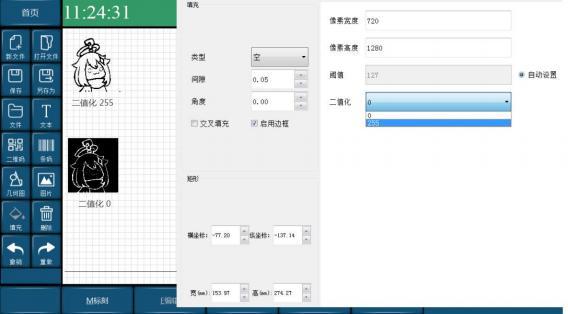
インポート設定パラメータ:
-
塗りつぶし(Fill):
画像取り込み時にはこのパラメータは無効となります。 -
矩形(Rectangular):
画像の表示位置(座標)と幅・高さを指定します。 -
しきい値(Threshold value):
画像のバイナリ化に使われるグレースケールの境界値。
デフォルトで自動設定されます。 -
バイナリ化(Binarization):
グレー値を0~255で変換します。
- 通常の既定値は「0」
- 反転処理を行う場合は「255」に設定します。
📷 図8-2:バイナリ化処理後の画像編集図(Picture editing binarization diagram)
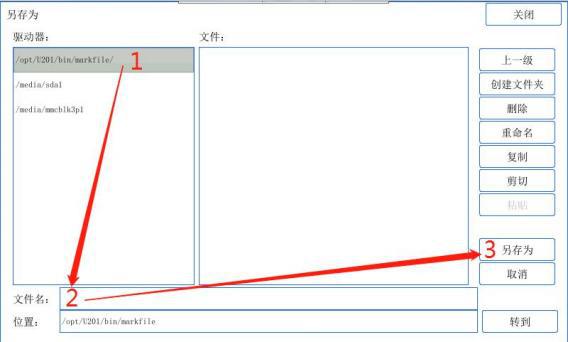
9. ファイルの保存(Save the File)
✅ 操作手順:
-
ホーム画面で編集済みのファイルをクリックします

-
ドライブシステムのパスを選択します:
/opt/U201/bin/markfile/ -
「ファイル名」欄に、保存したいファイルの名前を入力します
-
「名前を付けて保存(Save As)」をクリックします
10. ファイルの読み込み(Open the File)
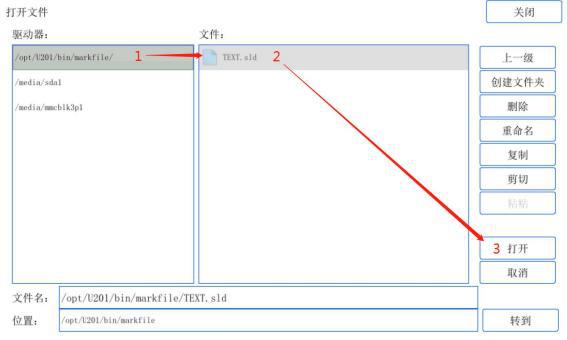
✅ 操作手順:
-
ホーム画面で「Open the file(ファイルを開く)」をクリックします
-
ドライブシステムのパス
/opt/U201/bin/markfile/を選択します -
表示された中から、開きたい**マーキングファイル(例:TXET.sld)**を選択します
-
「開く(Open)」をクリックして読み込みます
11. 属性(Attribute)

以下のパラメータは、選択中のオブジェクトに対してのみ有効です。
-
レーザー出力(Laser power)
- 設定範囲:0 ~ 100
- 値が大きいほど、マーキングの深さが深くなります。
-
レーザー周波数(Laser frequency)
- 周波数が高いほど、1単位長さあたりのパルス(光点)数が増加します。
- 光点が密になることで、より細かいマーキングが可能になります。
-
加工速度(Processing speed)
- 設定範囲:約 200 ~ 2500
- 値が大きいほど処理時間が短縮されますが、マーキングは浅くなります。
- 値が小さいほど深くマーキングできますが、処理時間は長くなります。
-
ペン設定(Pen parameters)
- 同一ファイル内で複数の異なるマーキングパラメータ(出力、速度など)を設定可能です。
- デフォルトではNo.1のパラメータが適用されます。
このセクションでは、パワー・速度・周波数といった基本的な加工パラメータの設定が行えます。
マーキングの品質やスピードを調整したい場合は、ここで細かく制御できます。
各パラメータの定義・初期値・属性(Processing Parameters)
🔹 加工速度(Processing speed)
-
定義:
単位は mm/s。ガルバノスキャナ内の X軸・Y軸ミラーの移動速度。
範囲は:0 ~ 100000 mm/s -
初期値:
速度を調整する際は、出力値および周波数とのバランスに注意すること。
速度が速いほど、必要な周波数は高くなる。 -
使用上の注意:
出力や周波数とのバランスを取りながら調整する。
数値が大きいほど作業時間が短く、小さいほど長くなる。
🔹 レーザー周波数(Laser frequency)
-
定義:
単位は KHz。1秒間に発生するレーザーパルス数(光点数)。
範囲は:0 ~ 100000 KHz -
初期値の例:
・20Wレーザー → 30KHz
・30Wレーザー → 37KHz -
使用上の注意:
値が大きいほど、1単位長さあたりの光点が密になります。
効果を均一化したい場合に有効。 -
属性:
他の条件が同じであれば、
周波数が低いほどピークパワーが高くなり、瞬間的な蒸発効果が強くなります。
逆に、高周波では熱的効果が増し、平均出力に近い性質になります。
🔹 レーザー出力(Laser power)
-
定義:
単位は %。実際のレーザー出力の相対値。
(実出力はレーザーの最大エネルギーに依存)
範囲:0 ~ 100% -
初期値の例:
30% -
属性:
他の条件が同じであれば、値が大きいほど出力エネルギーが大きくなり、
マーキングはより濃く深くなります。
🔹 パルス幅(Pulse length)
-
定義:
単位は μs(マイクロ秒)。
レーザー出力が一定値に達している持続時間。
範囲:0 ~ 100000 μs -
初期値:
10 μs -
属性:
同じ周波数でも、パルス幅が長くなるほどピークパワーは低くなります。
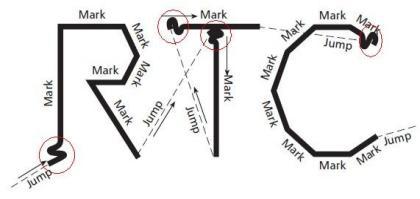
🔹 ジャンプ速度(Jump speed)
-
定義:
単位は mm/s。
ガルバノスキャナのX軸・Y軸が次の描画位置へ移動する速度(レーザー未照射時)。
範囲:1 ~ 20000 mm/s -
初期値:
1500 mm/s -
使用上の注意:
この値は、文字や図形のストローク間の移動速度に影響します。
「ジャンプ遅延」「描画遅延」などと組み合わせて、最適な開始タイミングを調整します。
時間制御パラメータ(ジャンプ遅延・レーザーオンオフ遅延 など)
🔹 ジャンプ遅延(Jump delay)
-
定義:
単位は ms(ミリ秒)。
レーザーが異なる文字や図形間をジャンプする際に必要な時間的遅延。
範囲:0 ~ 65535 × 10μs(最大655.35ms) -
初期値の例:
- 最大ジャンプ遅延:500μs
- 最小ジャンプ遅延:400μs -
属性:
遅延が短すぎると、前の点の終了から次の点の開始までの間に“ドット抜け”が発生します。
🔹 使用上の注意:
-
ジャンプ遅延が短すぎる場合:
「点抜け(Drop Point)」が起こりやすくなります。
(下図参照と記載あり) -
ジャンプ遅延が長すぎる場合:
マーキングの品質には影響しませんが、全体の処理時間が長くなります。
🔹 オンディレイ(Open time delay)
-
定義:
単位は μs(マイクロ秒)。
レーザーをオンにするまでに待機する時間(スキャナが命令を完了するのを待つ) -
初期値:
20μs
🔹 オフディレイ(Turn off time delay)
-
定義:
単位は μs(マイクロ秒)。
レーザーをオフにする際に待機する時間(スキャナが命令を完了するのを待つ) -
初期値:
100μs
✅ 操作補足:
-
メインインターフェースの「マーキング(Mark)」をクリックすると、
マーキング画面に入ります。 -
「Start marking(マーキング開始)」を選択すると、外部トリガーモードに切り替わります。
12.1 マーキング操作(Marking Operation)

✅ 操作手順:
-
「M-mark engraving(Mマーキング彫刻)」をクリック
-
「Start marking(マーキング開始)」をクリック
-
ハンドルのボタンを押して、すぐに離す
-
レーザーがマーキングを開始します
📊 表示項目:
-
マーキング回数(Number of marks):
現在までに実行されたマーキングの回数を表示します。 -
マーキング時間(Marking time):
1回のマーキングにかかった処理時間を表示します。 -
ミスヒット回数(Number of missed hits):
マーキング処理が失敗または空打ちした回数を表示します。 -
リセット(Reset):
マーキング回数/時間/ミスヒット回数をクリアします。 -
フォーカス(Focus):
本機種はカバーに応じて焦点距離が固定されているため、
この機能は無効です。 -
トリガー遅延(Trigger delay):
トリガー入力後に、一定時間遅延してからマーキングを開始する設定。
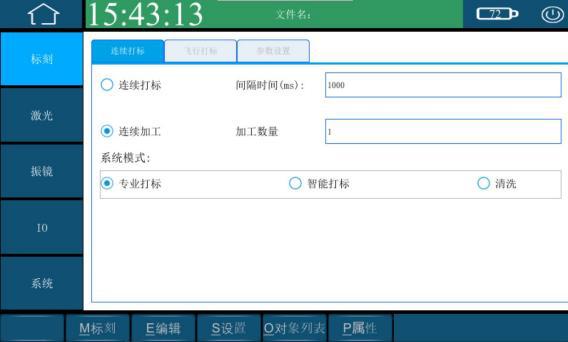
🔁 連続マーキング設定(Continuous marking)
-
連続マーキング(Continuous marking):
設定/システム/マーキング画面でのリンク動作で、連続的にマーキングを行います。
- 間隔時間(Interval time)[ms]:各回のマーキング間の待機時間を設定
- 処理回数(Processing quantity):
1回のトリガーで何回マーキングを繰り返すか設定(例:1トリガーで5回)
-
プレビュー(Preview):
マーキング対象となるデータの範囲を表示します。 -
Start marking(マーキング開始):
マーキングを開始します。
外部トリガーも使用可能です。 -
手動マーキング(Manual marking):
ソフトウェアから直接トリガーしてマーキングを開始します。
⚠️ 注意事項(Note)
-
ファイル内に複数の情報がある場合、マーキング範囲を選択するかボックス選択を行ってください。
-
何も選択せずに空白部分をクリックすると、すべての選択が解除されます。
(※一部の情報が選択された状態だと、ソフトはその情報のみをマーキングします)
13 設定(Settings)
.113 カーブ(Curved)
-
連続マーキング(Continuous marking):
技術者によるデバッグ用途で連続マーキングインターフェースと連動します。
そのため、マーキングインターフェースの「連続(continuous)」項目はチェックしないでください。
- 間隔時間(interval time):
各マーキング間の一時停止時間を設定します。
連続マーキングと併用され、初期値は0です。
-
連続処理(Continuous processing):
手動マーキングまたはハンドルボタンで1回トリガーした場合でも、
あらかじめ設定した回数だけ繰り返してマーキングできます。
- マーキング回数の例:
「5」と設定した場合、
手動またはグリップトリガーを1回押すだけで5回マーキングされます。
初期値は0です。
-
システムモード(System mode):
- プロフェッショナルマーキング(Professional marking):デフォルト設定
- インテリジェントマーキング(Intelligent marking)
- クリーニング(Cleaning)
.213 レーザー(Laser)
レーザーモードの設定は Fiber(ファイバー) にしておき、
工場出荷時の設定のまま変更しないでください。
1)MO信号オン時間(opening time):レーザーゲート信号、デフォルトは 8000
2)MO信号オフ時間(closing time):レーザーゲート信号、デフォルトは 8000

.313 振鏡(Vibration mirror)

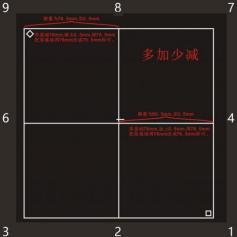
13.3.1 校正手順(9点校正)
1) 「スコープ設定」と「動作範囲」を入力し、「Y方向反転」にチェックを入れ、それ以外はチェックを入れない
2) 「振動ミラー補正」の「有効」にチェックを入れる
3) 「ホーム」をクリックして範囲と方向を更新し、「ミラー」に戻る
4) 「レーザーテスト」をクリックして校正カードの「Tian」ボックスに入力する
5) 方向を確認する(ミラーの方向と方向に関係なく、右下隅が1で、その他の点は図9-1に示されているとおりである
常にハンドルは下方向に保持されている)
6) 測定し、測定値を一つずつ入力する(例:1X、1Yは1から2、1から4までの距離値
距離値:2と8はYのみ、4と6はXのみで、その点から中心点までの距離値
7) 透過率測定後、良好な位置で再度赤色光テストを行い、レーザーテストを行う
8) 測定結果が測定値に偏りがある可能性があるため、必要に応じて調整する必要があります(必要な値より大きい場合は、元の基準値にどれだけ追加するか、必要な値より小さい場合は、元の基準値にどれだけ減らすか)。ここで、元の基準値とは、値ボックスに既に存在する値です)。例:現在の使用範囲が100の場合、2点間の距離は範囲の半分である50である必要があります。この50が必要な値です。
ページ番号 31
9) 測定値が必要な値の範囲の半分になるまで、複数回測定と調整を行います。
10) 範囲補正が正確になったら、「補正」をクリックし、パスワード「laser」を入力して「OK」をクリックすると、補正が成功したことを示すメッセージが表示されます。
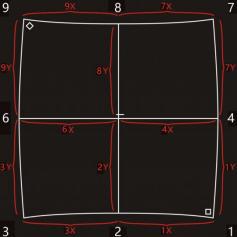
振動レンズの9点位置の例図
レンズブレ補正の効果図
13.4 I/O

1)マーキング完了信号
発火(Firing)を有効にすると:ブザー音が鳴る。初期状態ではフックが設定されている。
値が100msのとき、数値が大きいほどブザーの鳴動時間は長くなる。
2)トリガーモード(Trigger mode):初期設定は下降エッジ(drop edge)
-
立ち上がりエッジ(Rising edge):
ハイレベルで作動、押下によってトリガーされる。 -
立ち下がりエッジ(Falling edge):
ローレベルで作動、離すことによりトリガーされると表現される
3)赤光速度(Red light speed):
赤色レーザーの走査速度を mm/s 単位で設定します(例:2000mm/s)
4)赤光プレビュー(Red light preview)モード:
-
ローラー(Wheel):
ジョグダイヤルまたは物理ホイールと連動して動作します -
マウス(Mouse):
PC画面上のマウス操作で制御します
5)温度警報(Temperature alarm):
「ボード温度(Board temperature)」の設定値を超えると警報を出します。
(初期値は 0.00°C)
13.5 システム(The System)
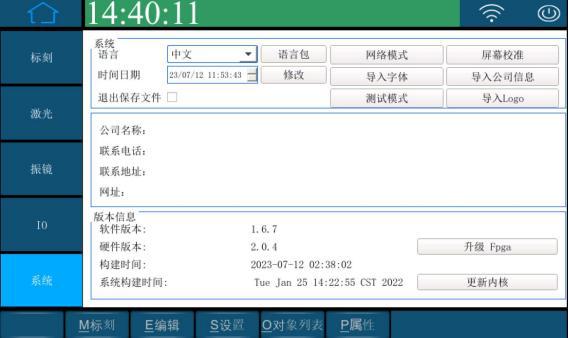
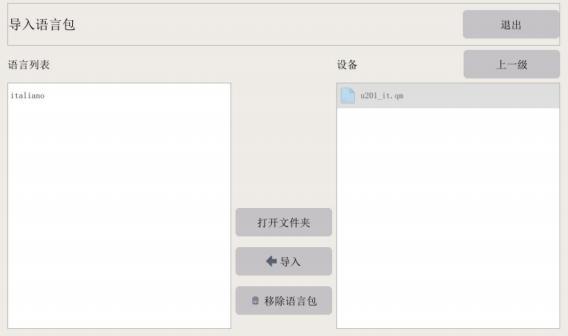
言語パックについて
1) 言語:ソフトウェアに表示される言語を他の国の言語に変換します。中国語と英語が内蔵されています。
2) 言語パック:外部メモリカードから言語パックをデバイスにインポートし、「言語」で切り替えることができます。
3) 言語リスト:追加された言語を表示します。
4) デバイス:外部メモリカードのディレクトリを表示します。
5) フォルダを開く:選択したフォルダを開きます。
6) インポート:外部メモリカードの言語パックをコピーしてデバイスにインポートします。
7) 言語パックの削除:選択した言語パックを削除します。
8) 上位階層:上位フォルダに戻ります。
操作
1) メモリカードを挿入し、言語パックを開きます。デバイスとストレージの言語パックフォルダを見つけて、言語パックを選択し、「インポート」を押します。
2) インポートを繰り返すポップアップ:対象ファイルが存在します。
13.5.2 時刻と日付(Time and Date)
-
設定された装置のシステム時刻と日付を修正する
-
「修正」ボタンを押して、時刻と日付を変更・反映させる
13.5.5 ファイル保存して終了(Exit the save file)
チェックを入れると、ソフトウェアを終了するたびに、
現在のインターフェースに内容がある場合に限り、
ファイルを保存するかどうかを尋ねるポップアップが表示されます。
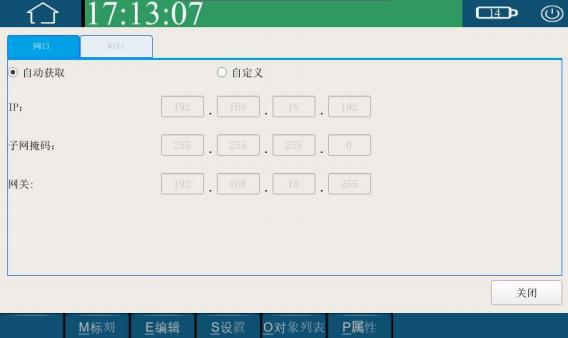
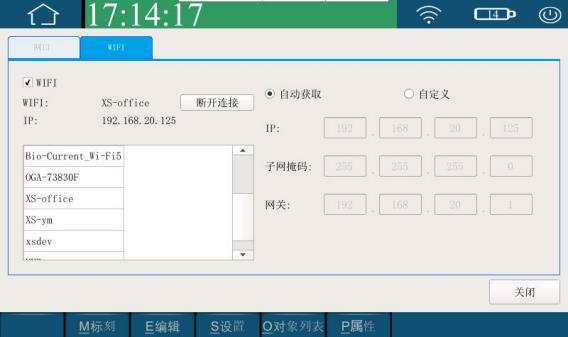
13.5.4 ネットワークモード(Network mode)
-
デフォルトはWi-Fi(本製品により構成された無線LANカードを使用)
-
この機能設定は、シリアルナンバーモード(TCP)と連動しています。
-
TCP機能を使用する場合は、コード送信プログラムの開発が必要です。
当社は関連する通信インターフェースの説明書を提供しますが、
コード送信プログラム自体の開発は含まれていません。 -
TCP機能を使用する必要がある場合は、当社の技術担当者と一方的に接続することができます。
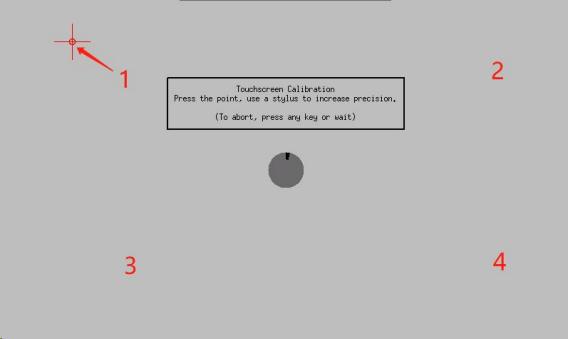
13.5.5 画面校正(Screen calibration)
【ボタン】![]() (画面校正)
(画面校正)
1)「屏幕校准」をクリックし、パスワード「Touch」 を入力して、
キャリブレーションインターフェース に入ります。
2)タッチペンを使用して、表示された十字の中心を順番にタップ します。
3)完了後、ソフトウェアの再起動を待ちます。
13.5.6 フォントのインポート(Import the font)
-
ダブルラインフォント形式は
.ttfに対応 -
シングルラインフォント形式は
.SHXに対応
新しいフォントをインポートする必要がある場合は、関連するフォントファイル(ワードライブラリ)を当社に送付し、インポート可能かどうかのテストと確認を行ってください。
※勝手に任意のファイルをインポートすることはできません。
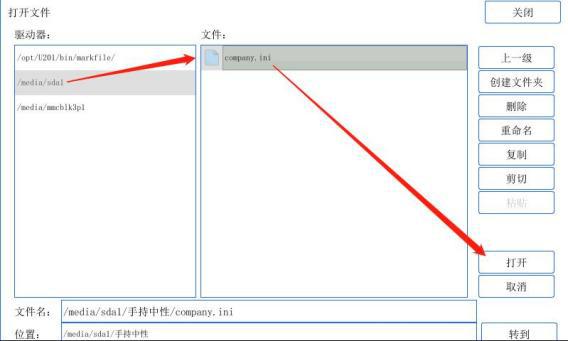
13.5.7 会社情報のインポート(Import of company information)
-
ファイル形式は
company.ini
1)会社情報のインポートボタンをクリックします。
2)パス /media/sda1 を選択します。
3)company.ini ドキュメントを選択します。
4)それをクリックして開きます。
13.5.8 ロゴのインポート(Import into the LOGO)
起動画面を変更します。
対応する画像フォーマットは .bmp、解像度は 800×480 です。
操作手順:
1)「LOGOインポート」をクリックします。
2)パスワード「logo」を入力します。
3)パス /media/sda1 を選択します。
4)画像ファイルを選択し、クリックしてロゴをインポートします。

13.5.9 テストモードのパスワードと機能(Test mode password and function)
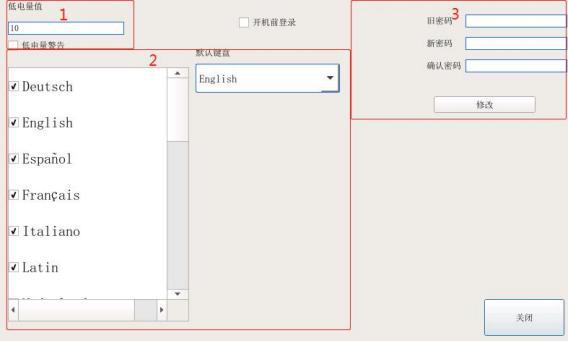
1)パスワード入力: 1
a. 電力アラーム値の設定(初期値は10%)
-
低電力アラーム:
設定された低電力値に達すると、充電を促すポップアップが表示されます。 -
初期状態ではチェックが入っています。
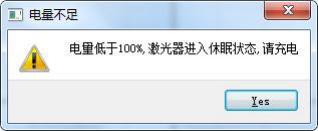
▼低電力アラーム ポップアップ内容:
電量不足
電量が100%未満になると、レーザー装置はスリープ状態に入り、充電を促します。
b. ソフトウェアキーボード:
入力方式の言語を選択できます。
入力方式言語にチェックを入れると、デフォルトは英語になりますが、
効果を反映させるには再起動が必要です。
2)「word power(電源表示)」にチェックを入れる
-
バッテリー電源アイコンを表示します。
画面右上に電池アイコンが表示されます(バッテリー版では初期状態でチェックされています)。

3)パスワード「laser」を入力
(この機能を使うには、メイン画面上に文字を生成する必要があります。
文字がない場合、レーザーは照射されません)
-
「点灯」機能(Light light)は、レーザー出力をテストするための照射動作です。
訓練されたオペレーターによる操作を想定しています。
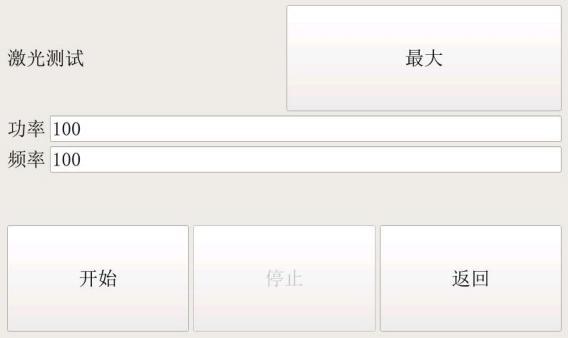
レーザー操作とインターフェース(Laser Operation and Interface):
a. デフォルト出力は100 です。
ピーク周波数は、レーザー出力に応じて以下のように設定されます:
-
20Wの場合 → 周波数:30
-
30Wの場合 → 周波数:37
b. レンズを反時計回りに取り外し、
焦点距離を空けて、
パワーメーターの中心面に照準を合わせ、
保護メガネを着用します。
c. 「Start(スタート)」をクリックし、
ポップアップウィンドウで「OK」をクリックするとレーザーが動作を開始します。
作業中はレーザー出力口を動かしたり、
人や物に向けたりしないようにしてください。
損傷や危害を防ぐためです。
d. テストが完了したら、「Stop(停止)」をクリックし、
「Return(戻る)」をクリックします。
14. 一般的な故障処理(Common fault handling)
故障1:デバイスが起動しない
1)回路にショートがないか確認する
2)配線が緩んでいないか確認する
3)バッテリー(電源)に電力が供給されているか確認する
故障2:レーザーが照射されない
1)レーザーに正常に電源が入っているか確認する
2)焦点距離が正常か確認する
3)発光口が異物でふさがれていないか確認する
4)システム制御ラインが抜けていたり、緩んでいたりしないか確認する
5)レーザー制御線が抜けていたり、緩んでいたりしないか確認する
故障3:振動レンズが配置されていない(The vibration lens is not placed)
1)バイブレーター上のモーターが作動しているか確認する
2)2つのモーターが固着していないか確認する
故障4:画面の問題(The screen problem)
1)画面が点灯しない場合:24Vが正常に供給されているか確認する
2)放電ラインが緩んでいないか、切れていないか、損傷していないか確認する
3)画面にひび割れがないか確認する
4)タッチ操作ができない場合:
タッチラインが深く差し込まれているか、
また、折れ目や緩み、断線がないかを確認する
5)画面が真っ暗でカーソルだけ表示される場合:
ソフトウェアが破損しているため、再インストールまたはアップグレードが必要
6)タッチが反応しない場合:
ソフトウェアインターフェースを再補正すること
故障5:ソフトウェア制御(software control)
1)ペン番号のパラメーター(出力・周波数)が正常か確認する
2)レーザードライバが正常に動作しているか確認する
故障6:フォント出力で線が切れたり変形する(font print of broken pen deformation)
1)周波数とマーキング速度を調整する
2)補正が正常に行われているか、または異常がないか確認する
15 メンテナンス(Maintenance)
15.1.1 レーザーマーキング装置の日常メンテナンスに関する注意事項(Notes for daily maintenance of laser marking equipment)
操作を行う前に、ユーザーはこの説明書を注意深く読む必要があります。
レーザーシステムを良好に保つためには、最適な印字効果を得て損傷を防ぐためにも、メンテナンスが重要です。
レーザー装置の出力強度および印字対象物の特性を考慮すると、
レーザー識別システムのメンテナンススケジュールを策定する必要があります。
レーザービームへの曝露を防ぐために、メンテナンス前には電源を切ることが重要です。
注記:訓練を受けた者のみがメンテナンスを実施できます。
特別な場合を除き、以下のメンテナンス手順には多くの時間を要しません。
このメンテナンス手順は必須かつ厳守されるべきものであり、
この手順に違反すると、装置の損傷につながる可能性があります。
15.1.1 使用上の要件(Use requirements)
1)清潔で乾燥した状態を保つこと。
2)伝送ラインは動かさず、適切な位置に保つこと。
位置がずれると、コードの印字位置に誤差が生じる原因になります。
15.1.2 機器の日常メンテナンス手順(Routine maintenance process of the equipment)
1)主電源を切ること。
2)レーザーのレンズは、以下を避けるように管理すること:
煙、水分、油分、擦れ、接触。
3)カバーを開ける際には、レーザーレンズ上のホコリやカバーを吹き飛ばしてください。
指や風船、その他の物体がレンズに触れないように注意してください。
4)各シフトの前にレンズカバーを必ず取り外してください。
各シフト終了後は、レンズ上のホコリを吹き飛ばしてください。
5)本体表面の冷却用通気孔にたまったホコリは、毎週掃除してください。
6)使用していないときは、必ず電源を切り、
プリントヘッドと筐体をカバークロスで覆ってホコリの堆積や湿気を防いでください。
※補足:
レンズのホコリは、1日1回以上ブロワーで吹き飛ばすことを推奨します。
生産現場の環境条件により、適切な清掃頻度を判断してください。
煙や粉塵が多い現場ではレンズが早く汚れるため、より頻繁な清掃が必要です。
各ユーザーは、生産状況に応じた清掃基準を設定する必要があります。
7)「設備の日常使用および異常記録表」に記入してください。
15.1.3 注意点(Note points)
1)レンズを吹き飛ばすのに圧縮空気を使用することは禁止されています。
圧縮空気の圧力が強すぎるうえ、油分や水分を含んでいる場合があります。
ブロワーで吹き飛ばせないホコリがある場合は、柔らかく清潔なメガネ拭き用クロスを使い、
円を描くようにやさしく拭き取ってください。
クロスが折れたり、角ができた状態でこすらないように注意してください。
2)レンズに手やその他の物で触れないこと。
3)レンズに水や油などの液体が触れないようにすること。
15.1.4 レーザー装置の長期メンテナンス(Long-cycle maintenance of laser equipment)
1)電子制御部(年1回):
サプライヤーに依頼し、年1回の点検と保守を実施してください。
2)レーザー装置の清掃(年1回以上、環境に応じて回数を増やす):
レーザー装置のカバーを開けてホコリを除去してください。
3)レーザー装置の光学部品の清掃(年1回):
レーザー光学系のすべての光学部品を清掃する必要があります。
4)レーザー装置の光学部品の調整(年1回)
5)コントロールボックスの清掃(右図参照):
-
電源を切った状態で、Aのエリアに向けて高圧エアガンを使用し加熱します。
-
AおよびBエリアからホコリが出なくなるまで吹き飛ばし、次にBのエリアに向けて同様に高圧エアガンを使用します。
-
Bエリアのヒートシンクに向けて吹いた際に、AとBの両方のエリアからホコリが出なくなったことを確認してください。
-
A・Bエリアの交互の清掃は、5回繰り返すことができます。
6)レーザー出力の測定は2年に1回、サプライヤーに依頼してください。
出力が低下していた場合は、パラメーター調整が必要です。
もし著しい出力低下があれば、修理または交換が必要です。
**ヒント:**当社は、メンテナンスおよび操作に関して、スタッフ向けに特化したトレーニングを提供します。
15.2 機器メンテナンス規定(Machine Maintenance regulations)
-
機器が故障した場合、顧客は当社との契約または有効な購入伝票により、当社のすべてのサービスを享受できます;
-
保証規定を満たす者は、最寄りの認定メンテナンスセンターを選んで、保証サービスを受けることができます;
-
当社が販売した機器は、購入日から1年間の保証を提供します;
以下のいずれかの状況に該当する場合、保証の対象外となります:
-
機器に有効な伝票または購入契約がない場合;
-
許可なく機器を開封した場合;
-
有名ブランドのラベルなどを無断で剥がし、報告しなかった場合;
-
水の侵入、落下、違法な分解や組立などによる損傷;
-
製品仕様書に定められた使用、メンテナンス、保守、輸送の不備によって生じた損傷;
-
地震、洪水、戦争その他の不可抗力によって生じた損傷;