INNO FIT355-5W-30K パラメーター設定の基本とコツ
FIT-355 は、355nm UV レーザー特有の 極めて小さい熱影響(Low HAZ) と高いビーム品質(M²<1.2)により、微細加工・白マーキング・薄膜剥離など高精度が求められる用途に最適なモデルです。
出力は 3W / 5W の2種類。いずれも 30〜150kHz の広い周波数帯域に対応し、周波数と速度の組み合わせのみで加工強弱を調整します。
金属の深彫りには向きませんが、樹脂・ガラス・フィルム・セラミックなど非金属への加工性能は非常に高く、産業用途のマーキングに最適な高耐久モデルです。
1. FIT-355 の特徴
FIT-355 は、355nm の短パルス UV レーザーで、熱影響(HAZ)が非常に少なく、
樹脂・ガラス・フィルム・セラミックなどの精密加工に最適です。
-
波長:355nm
-
平均出力:5W(@30kHz)
-
周波数:30〜150kHz
-
パルス幅:6〜11ns(周波数に応じて内部で自動変化)
-
熱影響が極小で、バリや焦げのない加工が可能
2. UVレーザー × EZCAD のパラメータの基本
FIT-355 は 外部から本物のパルス幅や出力を変更できない ため、EZCAD 上のパラメータは以下のように理解する必要があります。
✅ EZCAD の「Pulse Width(パルス幅)」は “本来のレーザーのパルス幅ではない”
そして 1ns にすると強くなる理由は、「EZCAD が Q-Switch UV を MOPA と同じ扱いで擬似制御している」 ためです。
🟦 1. FIT-355 の本来のパルス幅は「6〜11ns」で固定
(周波数によって変わるだけ)
FIT-355 のカタログにはこうあります:
-
30kHz → 約11ns
-
150kHz → 約6ns
つまり レーザー光そのもののパルス幅は “内部で決まっていて” EZCAD から変更できない。
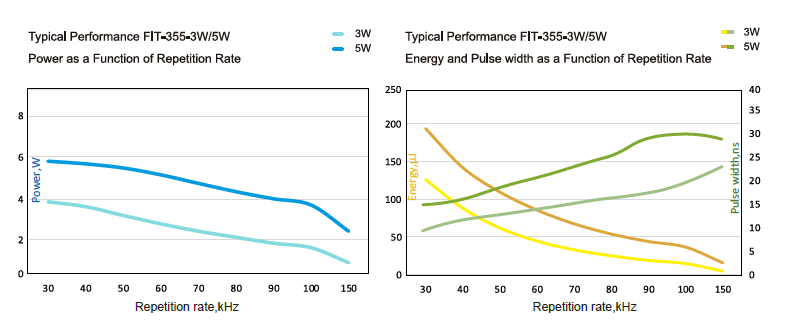
このグラフは FIT-355(3W / 5W)の 出力・パルスエネルギー・パルス幅が周波数によってどのように変化するか を示したものです。
周波数が低いと 1発が強く高エネルギー、高周波になると 1発のエネルギーは減る代わりにパルス幅が短くなり、熱影響が小さく、繊細な加工に向く特性が表れています。
■ 左グラフ:
《FIT-355-3W / 5W》
繰返し周波数(Repetition Rate)と出力(Power)の関係
🔷 グラフタイトル
FIT-355-3W / 5W の典型特性
繰返し周波数に対する出力の変化
🔷 縦軸(左):
出力(Power, W)
🔷 横軸:
繰返し周波数(Repetition rate, kHz)
🔷 曲線
-
水色(5Wモデル)
-
薄水色(3Wモデル)
🔍 グラフが示す内容
-
周波数が高くなるほど出力は緩やかに低下する
-
30kHz付近では 5W / 3W とも定格に近い最大出力
-
150kHz 付近では
-
5Wモデル → 約 2.5W
-
3Wモデル → 約 1W
まで低下する
-
👉 UVレーザーは高周波側で出力が落ちるのが自然な挙動。
■ 右グラフ:
《FIT-355-3W / 5W》
繰返し周波数と「パルスエネルギー」「パルス幅」の関係
🔷 グラフタイトル
FIT-355-3W / 5W の典型特性
繰返し周波数に対するパルスエネルギーとパルス幅の変化
🔷 縦軸(左):
パルスエネルギー(Energy, µJ)
🔷 縦軸(右):
パルス幅(Pulse width, ns)
🔷 横軸:
繰返し周波数(Repetition rate, kHz)
🔷 曲線
-
黄色(3W モデルのエネルギー)
-
茶色(5W モデルのエネルギー)
-
緑(3W モデルのパルス幅)
-
濃緑(5W モデルのパルス幅)
🔍 グラフが示す内容(パルスエネルギー)
-
周波数が 低いほど 1発のエネルギーが大きい
(例:30kHz → 5Wなら約160µJ) -
周波数が 高いほど 1発が弱くなる
(例:150kHz → 約35µJ程度)
👉 加工が強いのは低周波、繊細なのは高周波という理由が視覚化されている。
🔍 グラフが示す内容(パルス幅)
-
周波数が高くなるほど パルス幅が短くなる(自然挙動)
-
5W のほうが全体的にパルス幅がやや長い
-
3W のパルス幅は
-
30kHz:30ns付近
-
150kHz:5ns付近
-
👉 UVレーザーの “短パルス=熱影響が少ない” がここで視覚化されている。
🟦 2. では EZCAD の「Pulse Width(ns)」とは何か?
→ レーザーのパルス幅ではなく、Qスイッチを開ける時間の指示値
EZCAD が出しているのは、
-
本物のパルス幅ではなく
-
内部パルスのゲート時間(Qスイッチの開放時間) の指示値
です。
つまり
1ns に設定=1ns のパルスになるわけではない。
でも…
🟦 3. なぜ 1ns にすると “強くなる” のか?
理由は簡単で、
⭐ EZCAD が Pulse Width を「出力密度の係数」として扱っているため。
具体的には:
-
Pulse Width を 小さくすると
→ パルスのゲートが短く閉じ気味になり
→ 1発のエネルギーが増える(実質的に“強く”なる) -
Pulse Width を 大きくすると
→ ゲートが広がり
→ 1発のエネルギーが減る(弱くなる)
つまり、EZCAD の Pulse Width は MOPA の「Q-pulse width」と似た擬似的強度調整と考えて良い。
※注意
🟦 4. 「EZCAD の Pulse Width ≠ レーザーの本当の Pulse Width」
FIT-355 の実際のパルス幅は レーザーヘッド内部で生成される固定値 なので変更不能。
EZCAD の Pulse Width は
外部からレーザーを弱くしたり強くしたりするための“疑似的な制御信号”。
🟦 5. なぜメーカーはこの仕様を説明しないのか?
UVレーザーは本来:
-
外部から Power を可変にできない
-
本物の Pulse Width を変えられない
仕様になっています。
しかし EZCAD は Fiber MOPA 用に作られたソフトであるため、UVレーザーでも 同じ UI を使ってしまうため混乱が起きる。
🟩 6. 実務での結論
✔ UVレーザーの Pulse Width(EZCAD)は“強度係数” として使うのが正しい
つまり:
-
1ns → 強い
-
3ns → やや強い
-
5ns → 普通
-
8ns → 弱い
-
10ns → かなり弱い
実際に光パルスが 1ns になるわけではありません。
🟣 7. なぜ 1ns は強くなるのか?(詳しい物理)
レーザーの Q-Switch は「パルスのために光を溜める装置」ですが EZCAD の Pulse Width を短くすると、内部的には:
Qスイッチが閉じる → 開く の制御が“キレ気味”になる
結果:
-
パルスピークが高くなる
-
1発のエネルギーが増えたような動きをする
-
実際の加工が強く見える
これは MOPA のパルス幅制御に似ているが、厳密には全く別物。
🟣 2-1. Power(%)は UV では機能しない
FIT-355 の出力は内部で一定(Constant Power)。よって EZCAD の “Power” を変えても 実際のレーザー出力は変わらない。
🟣 2-2. Pulse Width(ns)は「強度係数」として動作する
FIT-355 の実際のパルス幅は 6〜11ns の間で固定 ですが、EZCAD では Pulse Width を 1ns〜10ns のように設定できます。しかしこれは 本物のレーザーパルス幅ではありません。
✔ 1ns → 非常に強い(パルスピークが高くなる)
✔ 5ns → 標準
✔ 10ns → 弱い(ピークが低くなる)
つまり Pulse Width は UVレーザーの強さを擬似的に調整するための係数 として使います。
🟣 2-3. 加工エネルギーは Frequency(kHz)で決まる
UVレーザーの強さの本質は:
⭐ パルスエネルギー = 平均出力(5W) ÷ 周波数(Hz)
例:
-
30kHz → 0.167mJ(強い)
-
120kHz → 0.041mJ(繊細)
🟣 2-4. 実務で調整するのはこの4つ
-
Frequency(最重要)
-
Speed(速度)
-
Hatch(方向・ピッチ)
-
Pulse Width(EZCAD側の強度係数)
3. 用途別|FIT-355 (5W) 推奨パラメータレシピ
以下は「最初の 1 発目に使える」ことを目的にしたレシピです。
現場では、ここから ±10〜20% の範囲で現物に合わせて調整していくイメージでお使いください。
🟦 3-1. 樹脂(ABS / PC)
白マーキング(焦げなし高コントラスト)
| 項目 | 推奨値 |
|---|---|
| 周波数 | 80〜120kHz |
| Pulse Width(EZCAD) | 5〜8ns(標準〜弱め) |
| 速度 | 600〜1200 mm/s |
| ハッチ角度 | 0°+90° |
| ハッチ間隔 | 0.03〜0.04mm |
コツ
-
焼けた → 周波数↑ or Pulse Widthを大きく
-
薄い → ハッチ間隔↓ or 速度↓
🟦 3-2. 樹脂(ABS / PEEK)
黒マーキング(炭化)
| 項目 | 推奨値 |
|---|---|
| 周波数 | 30〜50kHz |
| Pulse Width | 1〜3ns(強め) |
| 速度 | 300〜600 mm/s |
| ハッチ | 0°+90° |
| 間隔 | 0.02〜0.03mm |
コツ
-
黒が滲む → 周波数を上げて微調整
-
黒が弱い → Pulse Width を 1〜2ns に
🟦 3-3. ガラス
表面フロスト(白濁)
| 項目 | 推奨値 |
|---|---|
| 周波数 | 120〜150kHz |
| Pulse Width | 6〜10ns(弱め) |
| 速度 | 800〜1500 mm/s |
| ハッチ | 0°+90° |
| 間隔 | 0.03〜0.05mm |
コツ
-
クラック → 周波数↑速度↑
-
白濁が弱い → ハッチ間隔を狭くする
🟦 3-4. PIフィルム(FPC)
薄膜除去
| 項目 | 推奨値 |
|---|---|
| 周波数 | 120〜150kHz |
| Pulse Width | 6〜10ns |
| 速度 | 1000〜2000 mm/s |
| ハッチ | 0°(単方向) |
| 間隔 | 0.01〜0.02mm |
コツ
-
焦げ → 周波数↑ or Pulse Width↑
-
剥離不足 → 速度↓ or ハッチ2回方向増やす
🟦 3-5. セラミック(Al₂O₃)
白濁マーキング
| 項目 | 推奨値 |
|---|---|
| 周波数 | 60〜100kHz |
| Pulse Width | 4〜6ns |
| 速度 | 400〜800 mm/s |
| ハッチ | 0°+90° |
| 間隔 | 0.02〜0.03mm |
🟦 3-6. 金属(SUS / Al)
薄い黒化(灰色マーキング)
| 項目 | 推奨値 |
|---|---|
| 周波数 | 30〜60kHz |
| Pulse Width | 1〜3ns(強め) |
| 速度 | 200〜400 mm/s |
| ハッチ | 0°+90° |
| 間隔 | 0.02〜0.03mm |
※ UVは金属の深黒は不向き、薄い灰色程度。
🟦 3-7. 極薄彫り(名入れ)
| 項目 | 推奨値 |
|---|---|
| 周波数 | 80〜120kHz |
| Pulse Width | 6〜10ns |
| 速度 | 700〜1200 mm/s |
| ハッチ | 0° |
| 間隔 | 0.01〜0.02mm |
🟥 【重要】Pulse Width を小さくすると BBO 結晶に負担がかかり、寿命が短くなる
(UVレーザー特有の注意点)
EZCAD の「Pulse Width」は、UVレーザーでは 本物のパルス幅ではなく“強度係数” として動きます。
🔵 Pulse Width を小さくするとどうなる?
✔ 1. Qスイッチの開閉が「キレ気味」になる
(ゲートが一瞬だけ開く → ピークが高くなる)
✔ 2. レーザー1発あたりのピークパワーが上昇する
→ 実際の加工が 強くなる
🔥 そして最大の問題
⭐ UVレーザー内部の BBO結晶(第3高調波発生結晶)への負担が急増する
FIT-355 のような UVレーザーは、
-
YAG(1064nm)→ SHG(532nm)→ THG(355nm)
というプロセスで 355nm を作っていますが、この THG(第三高調波)を作る重要部品が BBO結晶 です。
🟣 Pulse Width を小さくしすぎると起こる問題
① ピークパワーが上がり、結晶に過剰な光強度が集中する
BBO 結晶は ピークパワーに弱い 部品で、過剰な強度はダメージを蓄積します。
② 結晶内部の微細なクラックや劣化が加速する
UV光はもともと結晶にダメージを与えやすい波長ですが、ピークの高いパルスを当て続けることで
-
白濁
-
透過率低下
-
結晶面の微小破壊
などが徐々に進行します。
③ 結果として「UV出力が徐々に弱くなる」
BBO 結晶が劣化すると:
-
出力低下
-
ビーム品質の悪化
-
加工品質の不安定化
が起こります。
🚫 結論:Pulse Width を 1〜2ns に固定して長期間使うのは危険
短パルス幅(=強度係数が最大の状態)は“確かに強い加工が可能” ですが、
❗ BBO結晶の寿命を大幅に縮める
という明確なデメリットがあります。
🟩 当社として推奨する安全運用
| 用途 | 推奨 Pulse Width(EZCAD) | 理由 |
|---|---|---|
| 樹脂黒化 | 2〜4ns | 力強さと結晶負担のバランス |
| 金属薄黒 | 2〜3ns | 必要最小限のピークパワーで実施 |
| 樹脂白・ガラス・フィルム除去 | 5〜10ns | 弱めで十分、結晶保護にも最適 |
🟦 安全運用に関する最終メッセージ
UVレーザー(FIT-355)の Pulse Width は、短くするほど加工は強くなりますが、その代償として BBO 結晶の負荷が増大し、寿命が短くなるリスクがあります。
長期間安定してお使いいただくために、Pulse Width は 必要最低限の強さに留める ことを推奨しています。