1.イントロダクション
•本製品をご使用になる際は、まず本マニュアル全体を熟読されることを強くお勧めいたします。本マニュアルには、安全性、セットアップ方法、使用方法、トラブルシューティング、基本メンテナンスについての重要な情報が記載されています。
•個人および製品の安全を確保するために、本マニュアルの安全上の注意に従ってください。また、本マニュアルに従って操作を実行する必要があります。
•本製品に品質上の問題がある場合は、当社までご連絡ください。自己組立・分解・修理により製品の破損や人身事故が発生した場合、当社は一切責任を負いません。
•本マニュアルの各項目に従わず、機器が損傷した場合、保証は適用されません。また、ユーザーによる操作によって事故が発生した場合、当社は一切の責任を負いません。
•ソフトウェアまたはハードウェアの更新によって、仕様の内容が更新される場合があります。更新されたすべてのコンテンツは、事前の通知なしに新しいバージョンに更新されます。
•本マニュアルの内容はすべて著作権法によって保護されており、組織や担当者は、当社の許可なしに、いかなる方法や種類を使用しても、データベースや検索システムをコピー、保存することはできません。
•本マニュアルの説明以外にご不明な点がございましたら、お問い合わせください。
2.レーザーの安全上の注意
2.1このマニュアルに注意喚起およびその記号について
 |
警告 注意 危険 |
この記号は、重大な危険、危険な放射線、蒸気の危険、および反射の危険を操作者に警告することを目的としています。 回避しなければ、死亡または重傷に至る可能性について警告。 |
 |
警告 危険 |
この記号は、危険な可視および不可視のレーザー放射にさらされる危険性をオペレーターに警告。 |
 |
危険 | この記号は、感電のリスクを構成するのに十分な大きさの危険な電圧が製品筐体内に存在することをオペレーターに警告。 |
2.2レーザ安全規格とクラス分類について
|
警告 危険 |
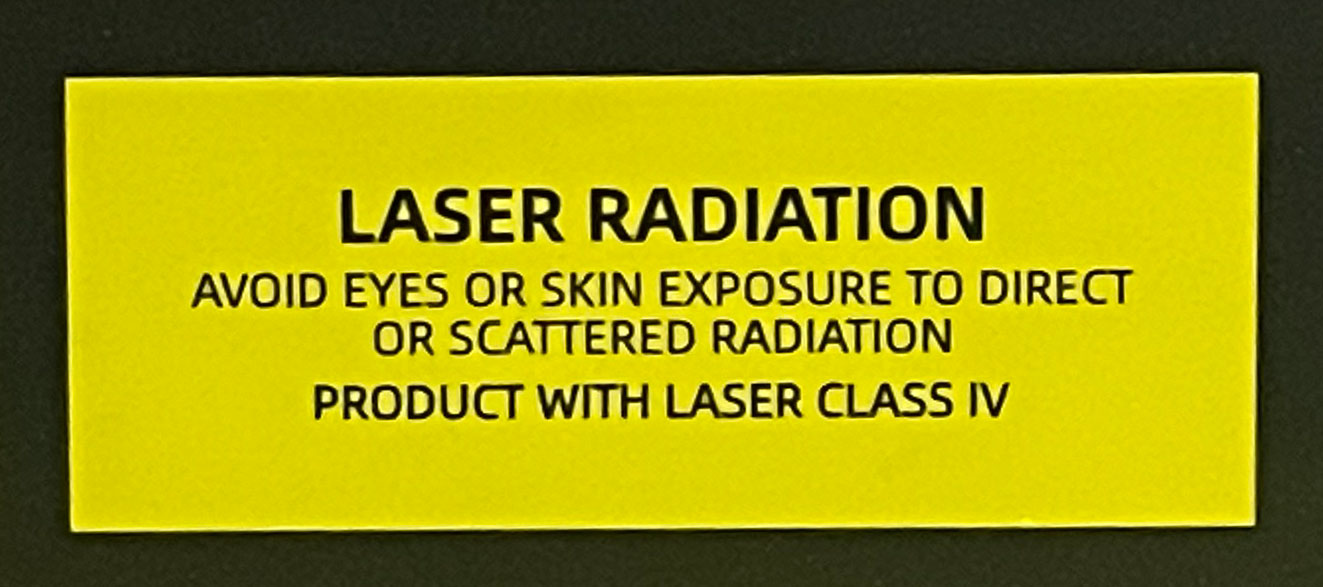
HF-A シリーズ ハンドヘルド ファイバー レーザー マーキング マシンは、目や皮膚に危険なクラス IV 製品です。 レーザー放射への目や皮膚の露出を避けてください。 |
レーザー製品の誤使用や誤操作は、失明や火傷など重大な健康被害を引き起こす可能性があります。したがって、レーザー製品の危険性を熟知し、正しく安全に取り扱うための知識が不可欠です。レーザ製品に対しては、使用者への傷害を防止するための安全規格が設けられています。「IEC 60825-1」はレーザ製品に関する国際規格であり、IEC加盟国共通の安全基準となっています。日本では「JIS C 6802」が規定されています。これは、IEC 60825-1を日本産業規格が翻訳したものであり、この規格に準拠していれば世界に共通の安全基準を満たしているといえます。
レーザ製品の安全基準
| Class1 | 直接ビーム内観察を長時間行っても、またそのとき、観察用光学器具(ルーペ又は双眼鏡)を用いても安全であるレーザー製品。 |
| Class1M | 裸眼では安全なレーザー製品。光学器具を用いると条件により目の障害が出る可能性がある。 |
| Class2 | 400nm~700nmの波長範囲の可視光を放出するレーザー製品であって、瞬間的な被ばくのときは安全であるが、意図的にビーム内を凝視すると危険なレーザー製品。光学器具を用いても目に障害が生じるリスクは増加しない。 |
| Class2M | 可視のレーザービームを出射するレーザー製品であって、(光学器具を用いない)裸眼に対してだけ短時間の被ばくが安全なレーザー製品。光学器具(ルーペ又は双眼鏡)を用いて観察すると、露光による目の障害が生じる可能性がある。 |
| Class3R | 直接のビーム内観察を行うと、目に障害が生じる可能性があるが、そのリスクが比較的小さいレーザー製品。目に障害が生じるリスクは露光時間とともに増大し、また意図的に目に露光することは危険である。 |
| Class3B | 目へのビーム内露光が生じると、偶然による短時間の露光でも、通常危険なレーザ製品。拡散反射光の観察は通常安全である。 |
| Class4 | ビーム内の観察および皮膚への露光は危険。また拡散反射の観察も危険となる可能性があるレーザー製品。これらのレーザーには、火災の危険性が伴う。 |
2.3危険因子
2.3.1 レーザーによる危険
HF-A シリーズ ハンドヘルド ファイバーレーザー マーキング マシンは、レーザー管理者の指示を受け、レーザー作業を行う適正を持ち、訓練(操作説明・安全説明)を受けた担当者のみが設置および操作する必要があります。 レーザーの設置と操作に伴うリスクと危険のため、オペレーターは製品の警告ラベルと指示に従ってレーザーの安全を確保する必要があります。
レーザーを操作する際に目を損傷するリスクを軽減するために、サイドシールド付きの安全メガネまたは保護ゴーグルを常に着用してください。
ファイバーレーザーは強力なエネルギー源であり、適切な条件下でほとんどの物質を発火させます。 可燃性または爆発性の物質、ガス、液体、または蒸気の近くでレーザーを操作しないでください。
直接または拡散したファイバーレーザー放射にさらされると、人間または動物の組織が重度の火傷を負い、永久的な損傷を引き起こす可能性があります。 レーザービームの光路に身体や可燃物を置かないでください。
適切な保護を行い、予想される作業領域外でのレーザー放射を回避する必要があります。
2.3.2 電気的な危険
|
警告 | 電気機器による致命的な感電の危険を回避するために、電気安全の規則に厳密に従う必要があります。 致死レベルの電気にさらされる可能性があります。 |
HF-A シリーズ ハンドヘルド ファイバーレーザー マーキング マシンは AC 電圧を使用します。 最大動作電圧は、銘板に表示されている接続された主電源電圧です。
すべての作業は、特別な訓練を受けた担当者のみが行う必要があります。電源に欠陥が生じた場合はたたちにレーザーマーキングマシンの操作を停止し、販売店へ連絡し、適切な指示のもとで復旧・修理を行う必要があります。
2.3.2 その他の危険
以下の危険は、この製品シリーズにおける典型的なものです:
- ユニットを持ち上げたり移動したりする際の怪我の危険。
- アクセス パネル、ドア、または保護バリアを無許可で取り外すことにより、危険なレーザー エネルギーにさらされるリスク。
- 人員が適切な目の保護具を使用しないこと、および/または該当するレーザー安全手順を順守しないことによる、危険なレーザー エネルギーへの暴露および負傷のリスク。
- カバー、ドア、またはアクセス パネルを無断で取り外すことにより、危険または致命的な電圧にさらされるリスク。
- レーザー加工時における有毒な汚染物質に晒されるリスク。
2.3.5 非常停止ボタン
この製品は非常停止ボタンを装備しています。 緊急時は、すぐに非常停止ボタンを押して運転を停止し、電源プラグを抜いてください。 通常は、緊急事態に対処し、周囲の環境が安全であることを確認した後にのみ、機器を再起動してください。
2.3.6 その他の安全項目
本製品の使用上のリスクを減らすために、未成年者の近くでこの製品を使用しないでください。使用を回避できない場合は、厳重に注意深く監視する必要があります。 製品を使用しないときは、レンズ保護カバーをとりつけてください。レンズがほこりで汚染されないようにしてください。薄暗い場所や暗い場所での使用はご遠慮ください。製品の分解を行わないでください。分解によって感電や火災などの不確実な危険が生じる可能性があります。警告ラベルを剥がしたり製品の分解を行った場合は一切の保証が消失します。
3.製品説明
3.1概要
LW-HFAは、小型でコンパクトな、ポータブルで持ち運びが可能なファイバーレーザーマーキングマシンです。 また家庭用電源で使用することが出来ます。ファイバーレーザーによるマーキング可能な材料には、一般的な金属と合金(鉄、銅、アルミニウム、マグネシウム、亜鉛などのすべての金属)、希少金属と合金(金、銀、チタン)、金属酸化(さまざまな金属酸化はすべてOK)、 特殊表面ハンドル(リン酸化、アルミニウム陽極酸化および電気めっき表面)、ABS材料(電気機器シェル、商品)、オイルインク(光透過キー、印刷製品)、エポキシ樹脂(電気要素のシールおよび絶縁層)などがあります。
レーザーマーキングマシンには、レーザーマーキングヘッドとコントローラーの 2 つの部分が含まれています。
コントローラは高度に統合された産業用コンピュータ システムで、主にマーキング情報の入力、編集、およびレーザーとガルバノスキャンヘッドの高速で正確な制御に使用されます。
3.1.1レーザーマーキングヘッド
レーザーマーキングヘッドはコントローラーに接続されており、取り外すことはできません。 レーザー マーキング ヘッドには、ガルバノスキャン ヘッドとfθレンズが含まれています。 ビームは X-Y2Dガルバノメーターによって偏向され、fθレンズによって適切な焦点距離で作業面に集束されます。
3.1.2コントローラーと制御システム
コントローラは、レーザー光源と産業用制御コンピューターを高度に統合したもので、ファイバー レーザー光源、組み込みのマーキング制御システム、7 インチ LCD タッチ スクリーンを含み、外部キーボード、マウス、モニター、および USB デバイスを使用できます。
|
注意 | 鋭利な硬いものでタッチスクリーンを操作しないでください。 画面が損傷し、タッチ感度に影響を与える可能性があります。不適切な使用により、保証が無効になります。 |
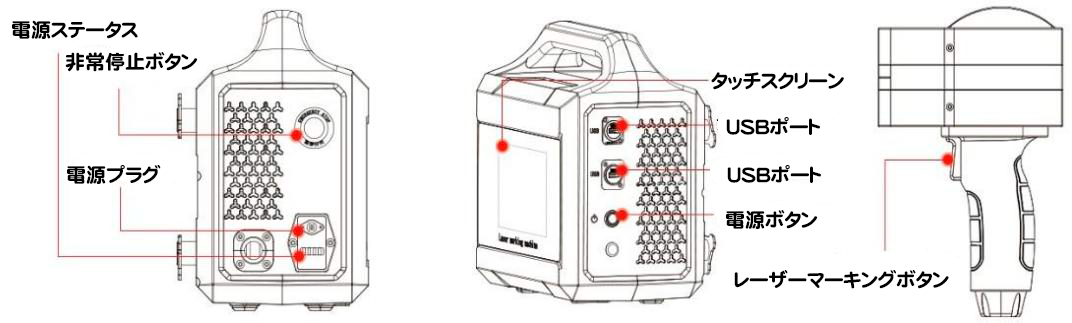
3.1.3非常停止ボタン
この製品は非常停止ボタンを装備しています。 緊急時は非常停止ボタンを押してレーザー照射を停止しすることが出来ます。非常停止はPWM信号による制御ですので非常停止ボタンの押下中はソフトウェアはレーザー出力なしで動作しています。非常停止が解除されるとPWM 信号が再び接続され、レーザーがONになります。
|
注意 | 非常停止は緊急用です。 非常停止中に作成プロセスが中断される場合があります。 |
|
危険 | 非常停止からの復帰の際、レーザーによる曝露に注意してください。 |
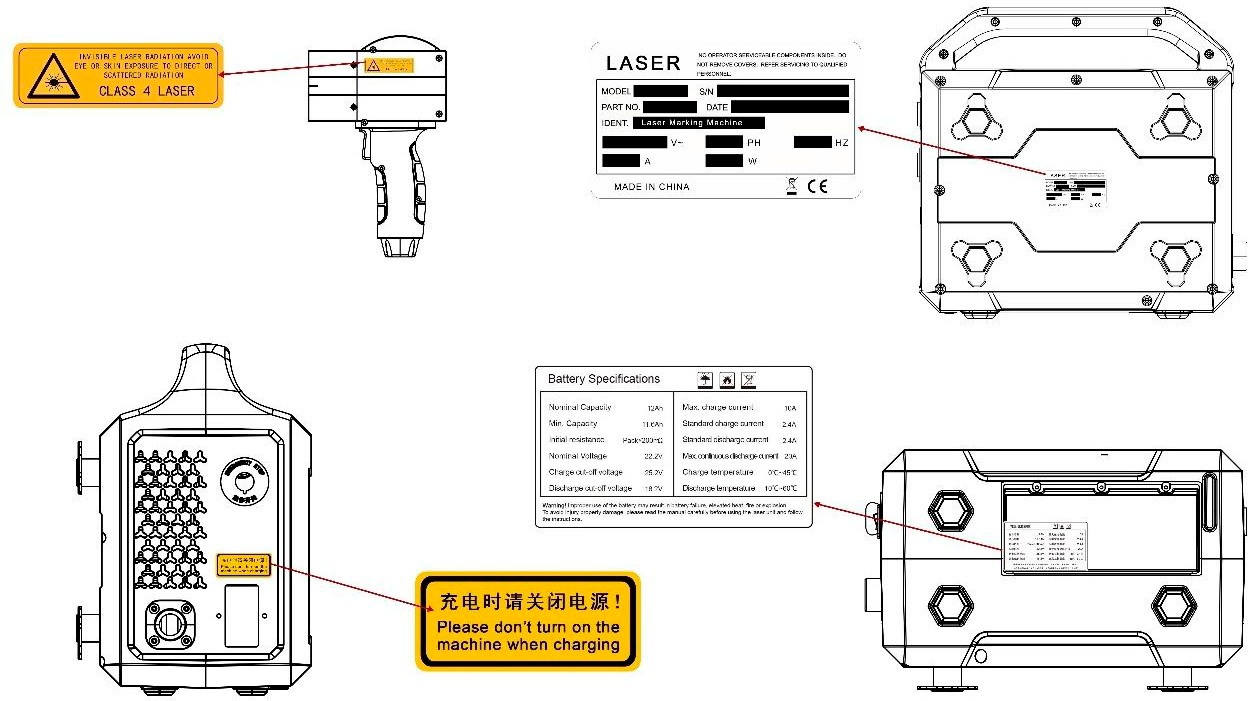
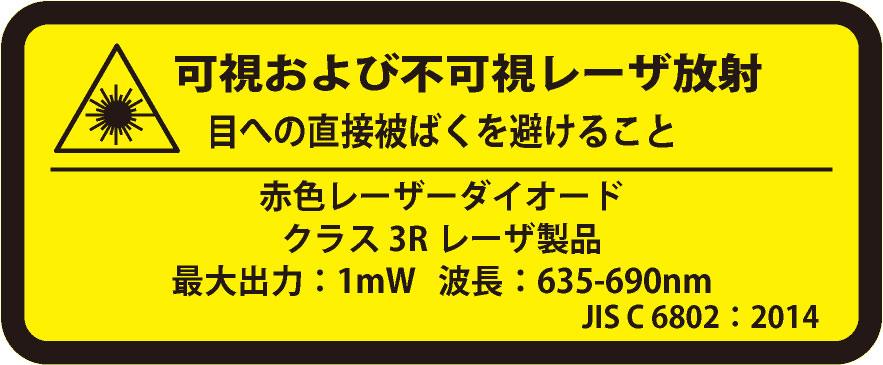
3.2 警告ラベル
LW-HFAには、本体の各所に警告ラベルが貼っています。取り扱い上の注意を喚起するための、これらの警告ラベルを決して剥がさないでください。
 |
 |
 |
 |
 |
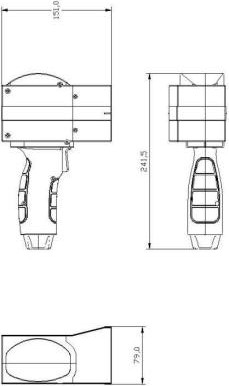
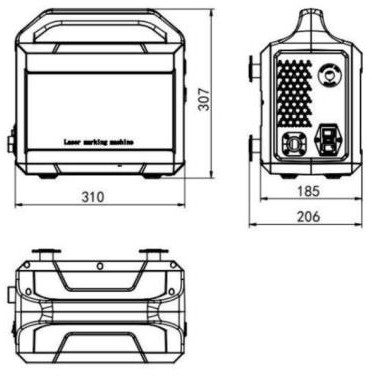
3.3 技術情報
3.3.1 外形寸法
 |
 |
4. インストレーション
4.1 開梱および検査
開梱する前に、乱暴な取り扱いの痕跡がないか配送用カートンを調べ、損傷がないか確認してください。 レーザーに輸送中の損傷が見つかった場合は、損傷を写真で記録し、すぐに配送業者と 当社に連絡してください。
開梱後、以下に記載されている出荷内容を確認して、すべての部品が含まれていることを確認してください。
移送やセンドバックに備えて、パッケージをすべて保管してください。
設置まで、レーザーマーキングマシンとすべての部品をほこりや湿気から保護してください。
4.2 内容物
HF-A シリーズ ハンドヘルド ファイバーレーザー マーキング マシンには、次のものが含まれます。
- レーザーマーキングヘッド
- コントロールボックス×1
- Took キットとボルト
- ネットワークカード x 1
- 画面保護カバー
- U ディスク
- タッチペンシル
- ホワイト プラスチック カバー
- 保護メガネ
4.3 輸送、取り扱い、および保管
4.3.1 輸送
- 輸送の前にレーザーマーキングマシンのスイッチを切り、主電源の接続を外してください。
- マーキングヘッドと本体を接続するケーブルに負荷が生じていないことを確認してください。
|
注意 | レーザーシステムは精密機器であり、多数の電子部品と光学部品が含まれています。 レーザーマーキングマシンに機械的ストレス (衝撃、振動など) がかからないようにしてください。 |
4.3.2 取り扱い
- 機器は適切かつ慎重に取り扱う必要があります。
- 制御ユニットは、組み立て中に特別に保護する必要があります。
4.3.3 保管
- レーザーマーキングマシンは水平に保管し、ほこりや湿気から保護してください。
- レーザー マーキング マシンまたはそのコンポーネントの 1 つを直射日光にさらさないでください。
- レーザーマーキングの操作と保管には、次の条件が必要です。
温度 +5°C ~ +40°C
最大湿度 90% – 結露なきこと
4.4 冷却
- HF-A シリーズ ハンドヘルド ファイバー レーザー マーキング マシンは空冷式です。
内部冷却システムは、十分な冷却を提供するように設計されています。
冷却用空気を自由に吸い込み、吹き出すことができること、および熱放散を確保するために設置場所で十分な空気交換があることを確認してください。
|
注意 | 吸気口と排気口をに埃が詰まらないように清潔に保ってください。そうでない場合、レーザーの作業効率に影響します。 |
5. 起動と操作
5.1 インストールの確認
レーザーマーキングシステムを起動して操作する前に、次のことを確認してください。
- 仕様が正しいか確認してください。
- すべての機械設備が完全で正しいかどうかを確認してください。
- すべての電気接続が完全で正しいかどうかを確認してください。
- すべての光学部品が綺麗で埃の付着がないことを確認してください。
5.2安全な起動およびシャットダウン シーケンス
始動時の安全を確保するために、次の手順を正確に実行してください。
1) エリア内のすべての人員が保護メガネを着用していることを確認してください。
2) ビーム出口の保護カバーを取り外します。
3) AC 電源を接続します (非バッテリー バージョンのみ)。
4) 非常スイッチを解除します。
5) 電源ボタンを押します。
6) マシンとソフトウェアのインターフェイスに入るまで 3 分間待ちます。
シャットダウンするときは、正確にシステムの電源を切ってください。
5.3 システムの操作
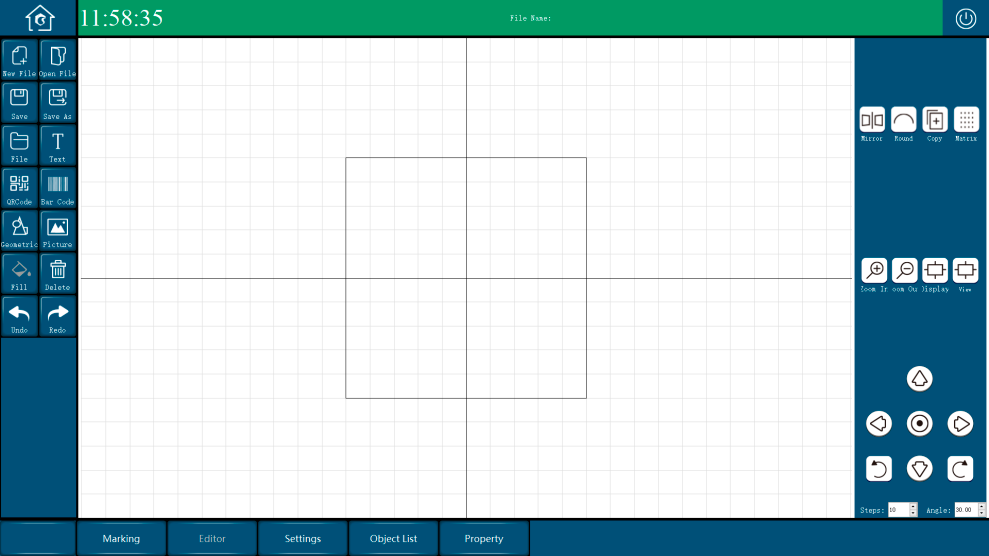
5.3.1 ホーム画面と説明
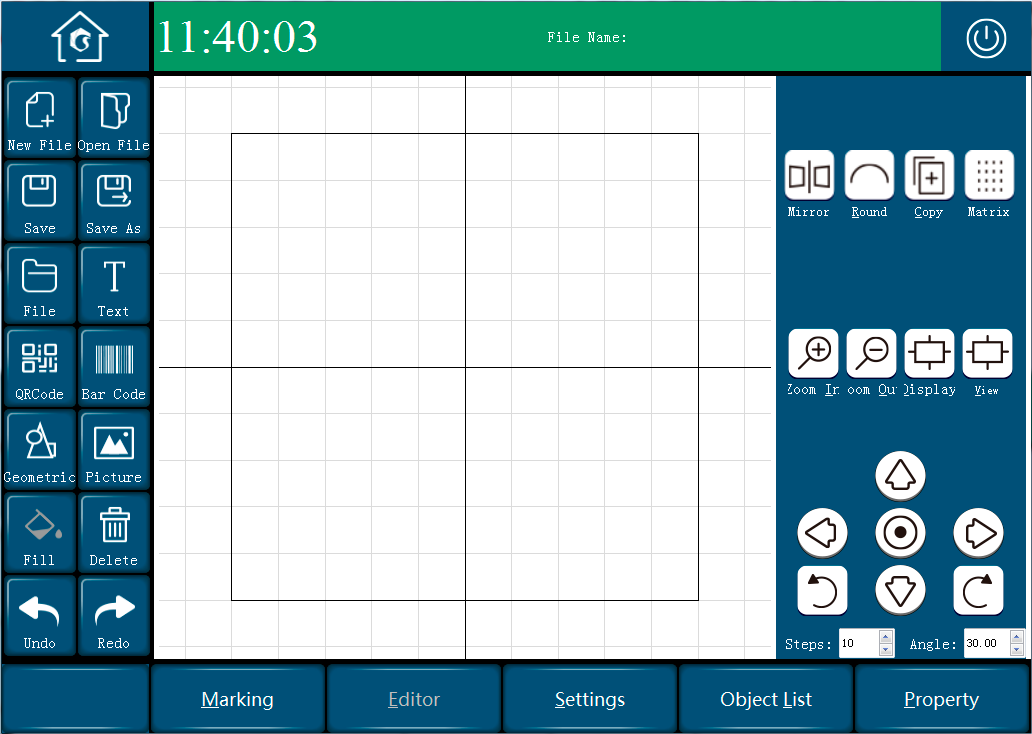
 |
電源OFF |  |
画像追加 |
 |
新規ファイル作成 |  |
バーコード作成 |
 |
文字入力 |  |
保存 |
 |
QRコード作成 |  |
図形入力 |
 |
塗り込み |  |
ミラー反転 |
 |
円弧上に文字配置 |  |
オブジェクト表示 |
 |
ズームIN |  |
ズームOUT |
 |
配列設定 |  |
ビュー |
 |
左へ回転 |  |
右へ回転 |
 |
削除 |  |
コピー |
 |
オブジェクトを中央に配置 |  |
オブジェクトを上に移動 |
 |
アンドゥ |  |
オブジェクトを左に移動 |
 |
リドゥ |  |
オブジェクトを右に移動 |
 |
ファイルを開く |  |
オブジェクトを下に移動 |
 |
名前を付けて保存 |  |
ホームに戻る |
| 移動距離の指定 | 回転角の指定 | ||
| マーキング | オブジェクトリスト | ||
| 設定 | 編集 | ||
| プロパティ |  |
現在時刻 |
5.3.2 キーと機能
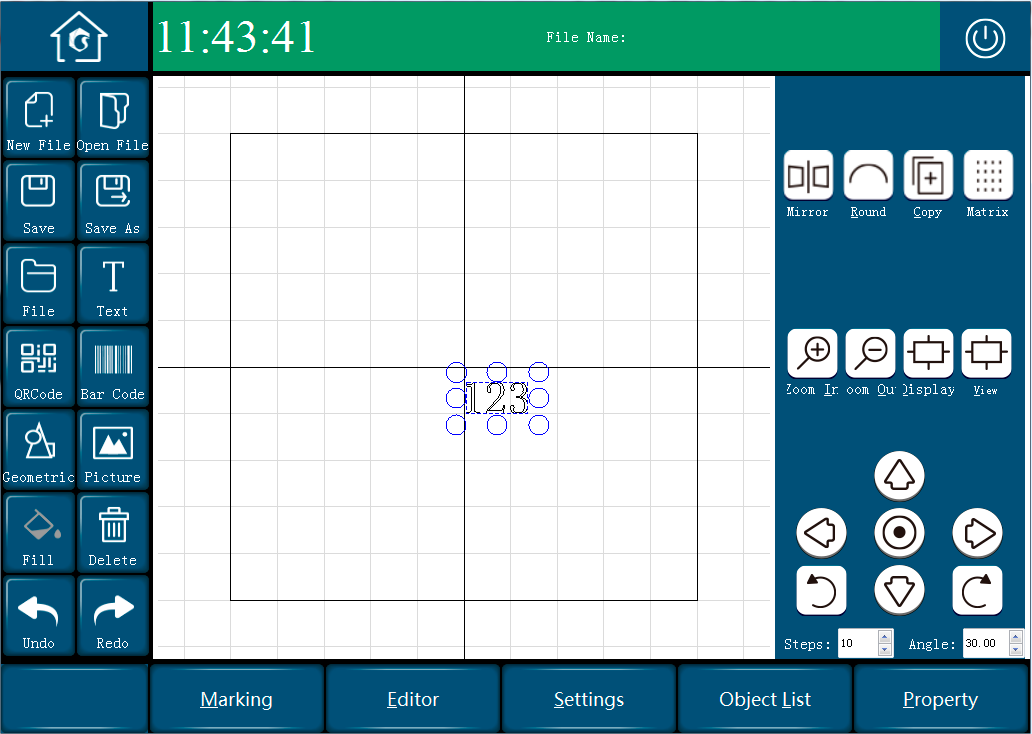
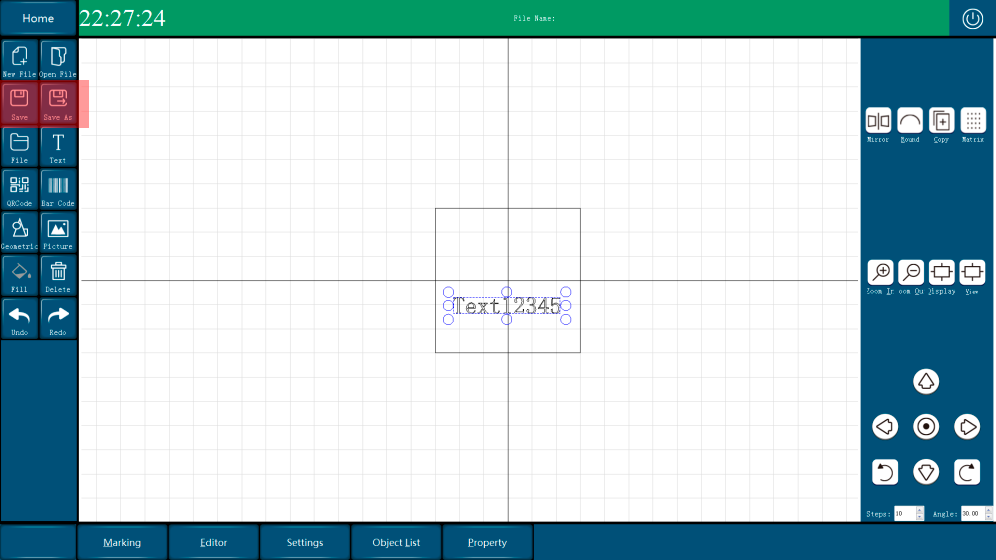
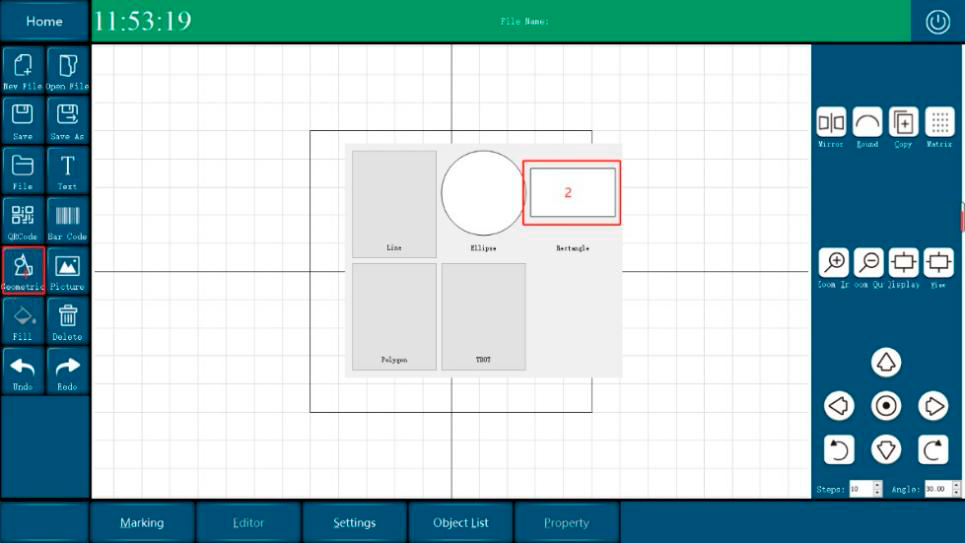
1.新規テキストを作成
新しいファイルを追加  → テキスト を選択し、特定の領域内で画面を押してから、画面の下部にある
→ テキスト を選択し、特定の領域内で画面を押してから、画面の下部にある ![]() を選択して、以下に示すようにテキストを編集します。
を選択して、以下に示すようにテキストを編集します。
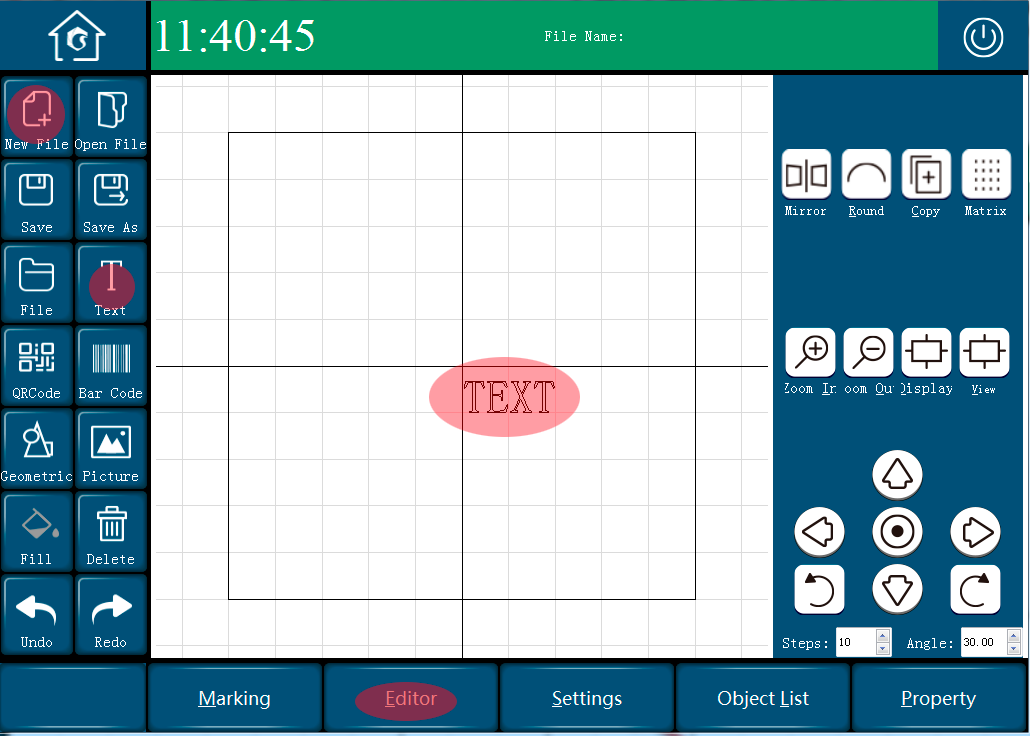
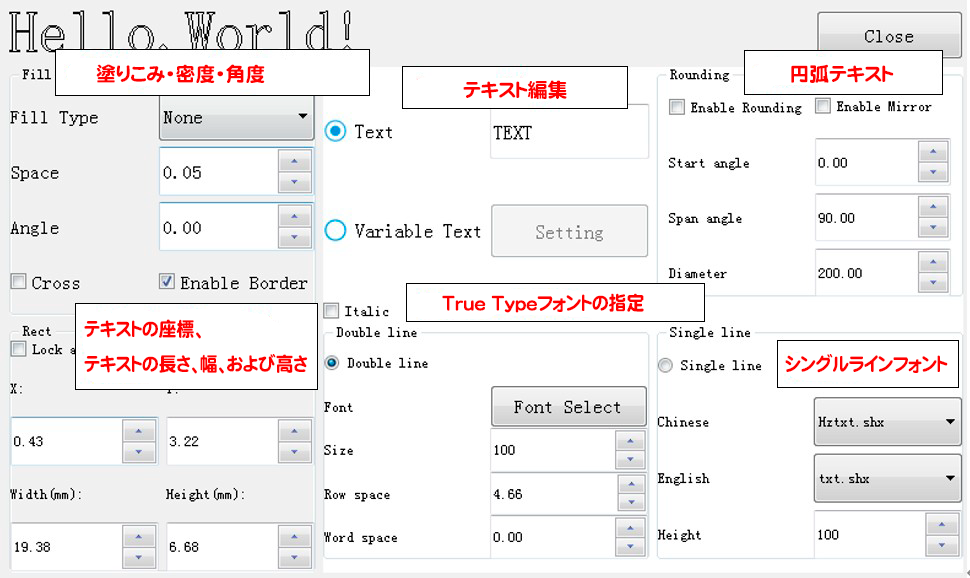
2. テキストの編集
![]() を選択して下図の編集画面でテキストを編集し、機能を選択します
を選択して下図の編集画面でテキストを編集し、機能を選択します
- Fill=塗りこみ、Space=密度、Angle=塗りこみ角度
- テキストの編集
- 円弧の設定(円弧文字の場合)
- テキストの座標位置、テキストの長さ、幅、および高さ
- True Typeフォントの指定
- シングルラインフォントの指定
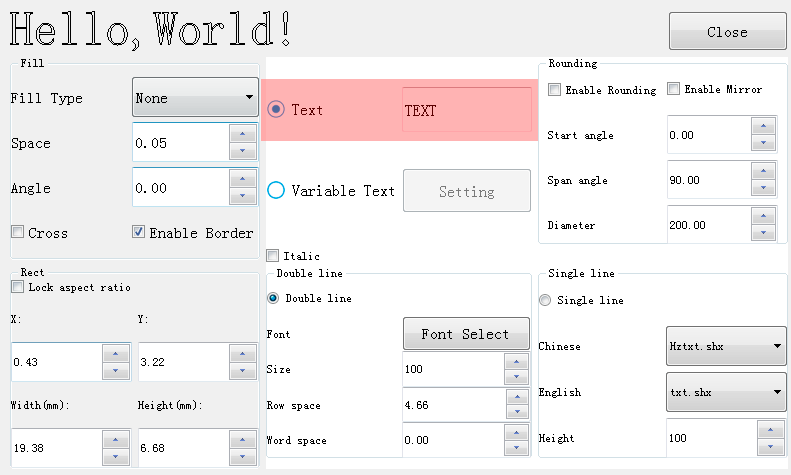
3. 固定テキスト
→![]() を選択し、テキストを編集します。
を選択し、テキストを編集します。
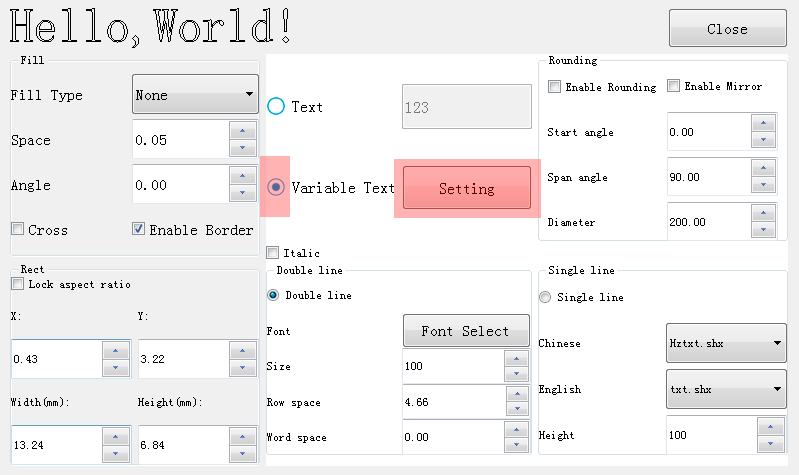
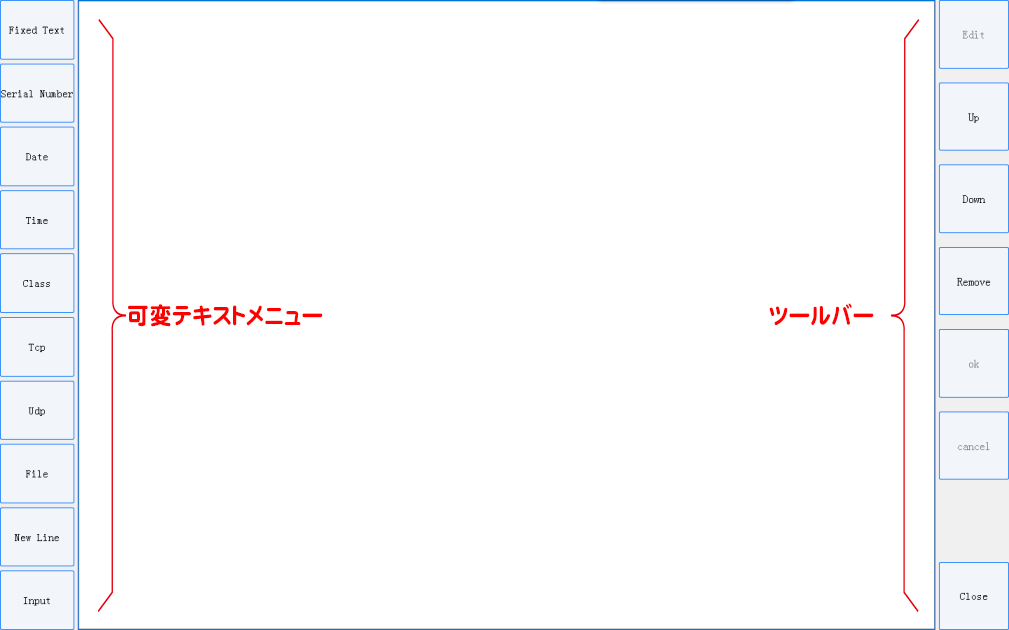
4. 可変テキスト
→![]() を選択し、可変テキストを有効にしてテキストを編集します。
を選択し、可変テキストを有効にしてテキストを編集します。
・シリアルナンバーの設定
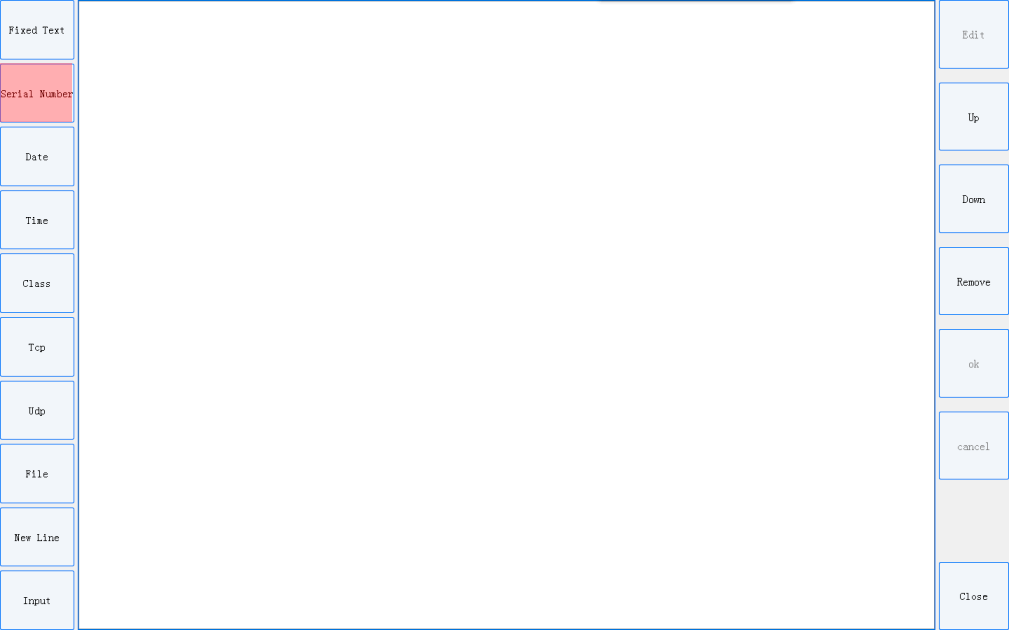
Begin Num: シリアル番号の開始値を設定します。
End Num: シリアル番号の最大値を設定します (終了値が 0 の場合、制限はありません)。
Increment: 増分。
Repeat: すべてのシリアル番号がマーキングされた後、シリアル番号の同じ開始値でマーキングを再開します。 (デフォルト: Yes)。
Base: シリアル番号の基数を設定します。 10 進数、8 進数、16 進数を設定できます。

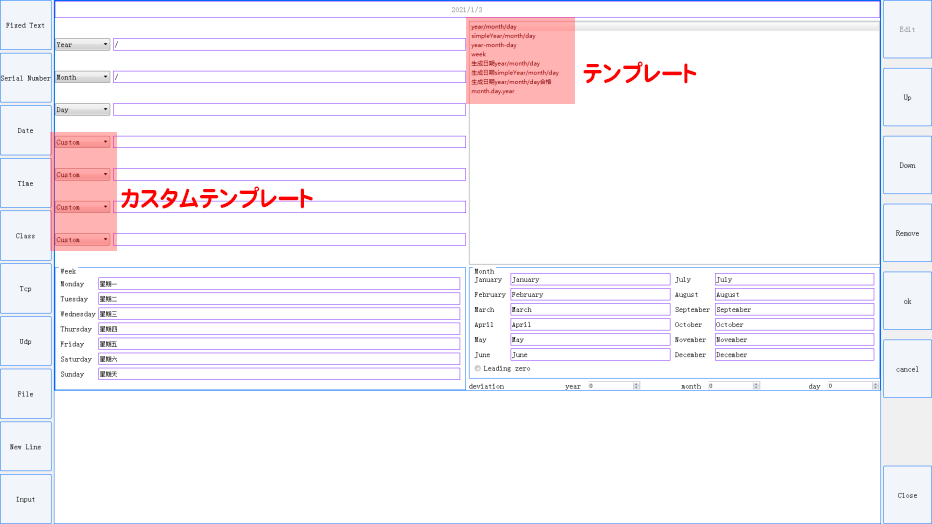
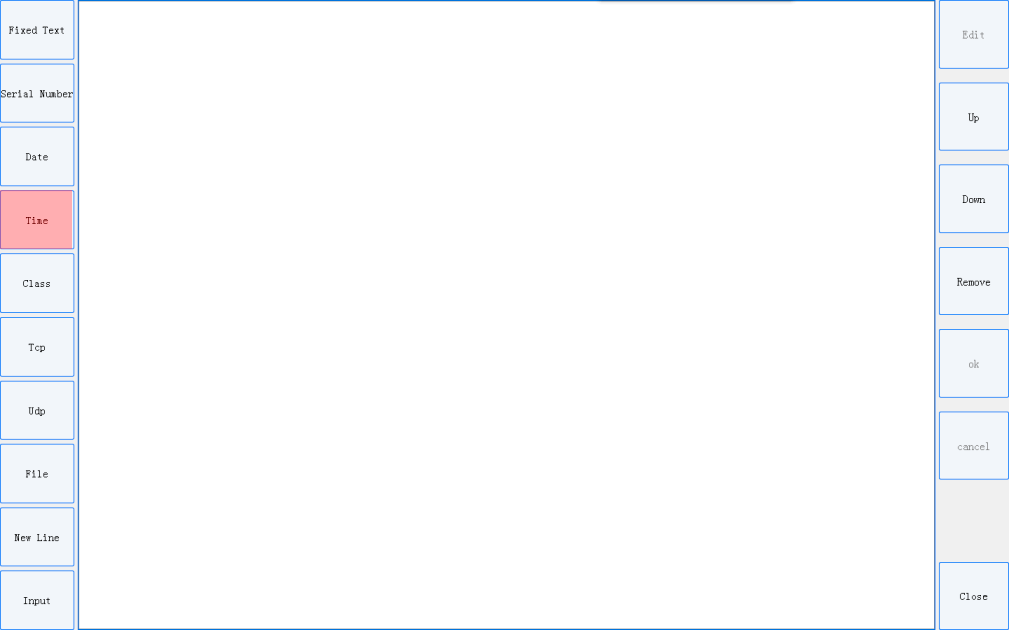
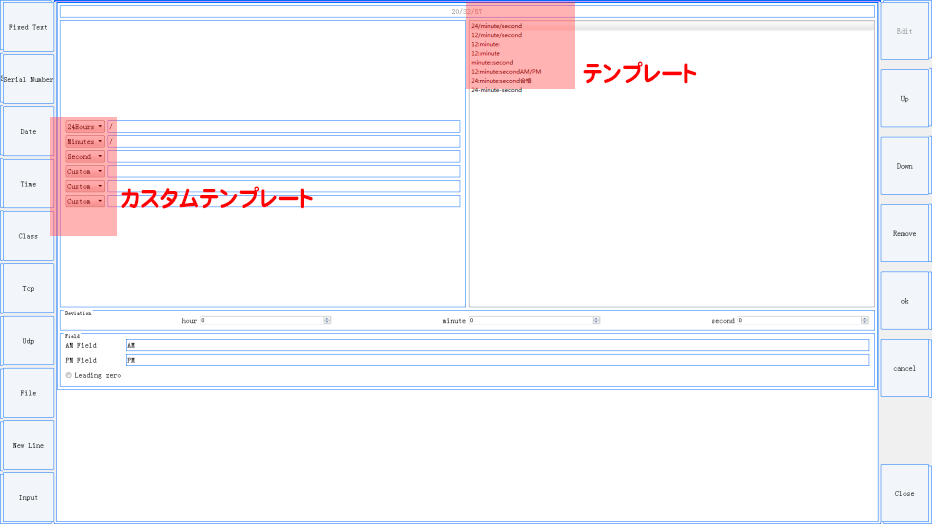
・日付
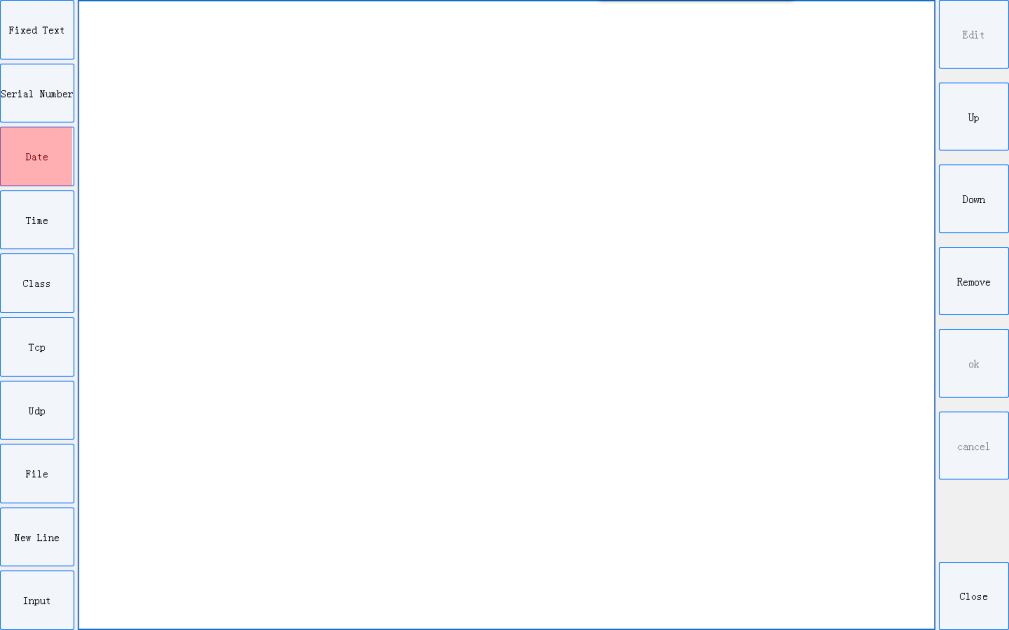
日付と時刻の設定には、いくつかのデフォルト形式を選択できます。 必要なものがない場合は、横線、テキスト、スペース、スラッシュなどを追加するなど、選択後にフォーマットを変更して、目的の日付フォーマットを取得できます。
たとえば、「2020/05/23」は「15:24:23」に変更できます。
・時間
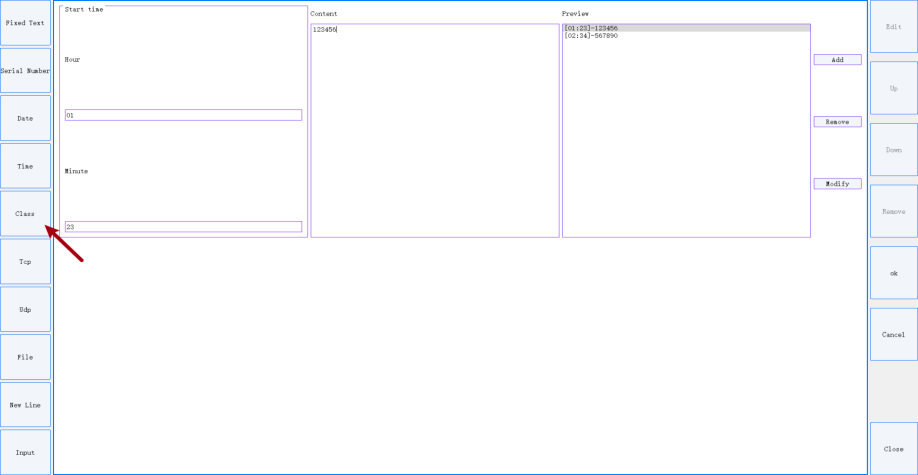
・勤務シフトの設定
Start Time: シフトの開始時間を設定します。
Content:シフトの内容を設定します。
Preview: 追加されたシフト時間と内容を表示します。
Add:新しいシフトを追加します。最初に開始時刻と内容を設定してから、「追加」ボタンを押します。
Remove: 選択したシフトを削除します。 変更: 選択したシフトを変更します。
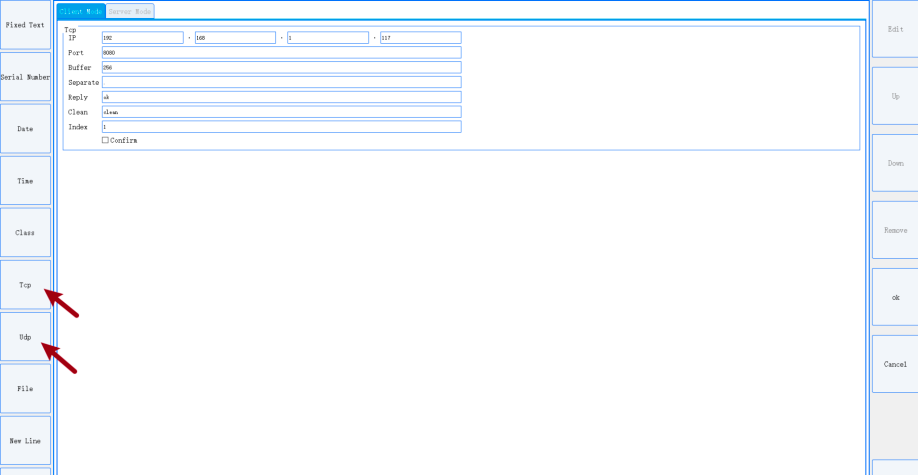
・TCP および UDP 接続
Client Mode: サーバーからテキスト データを受信するために積極的に接続します。
Server Mode: 受動的に接続して、クライアントから送信されたテキスト データを受信します。
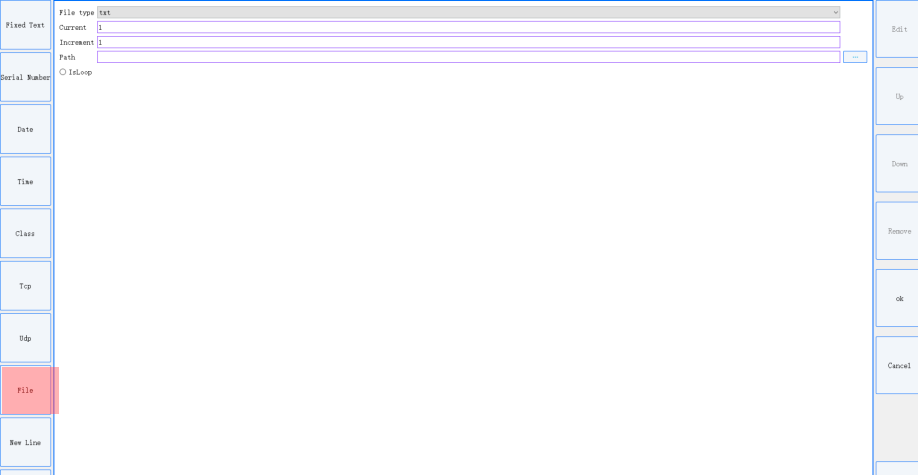
・外部ファイルの読み込み
ファイルの種類: TXT および Excel 形式のファイルのみをサポートします (TXT および Excel ファイルでは、1 行に 1 つのデータしか存在できません)。
Current: 現在の値をマークする準備ができています。
IsLoop: ファイル内の値を周期的にマークします。
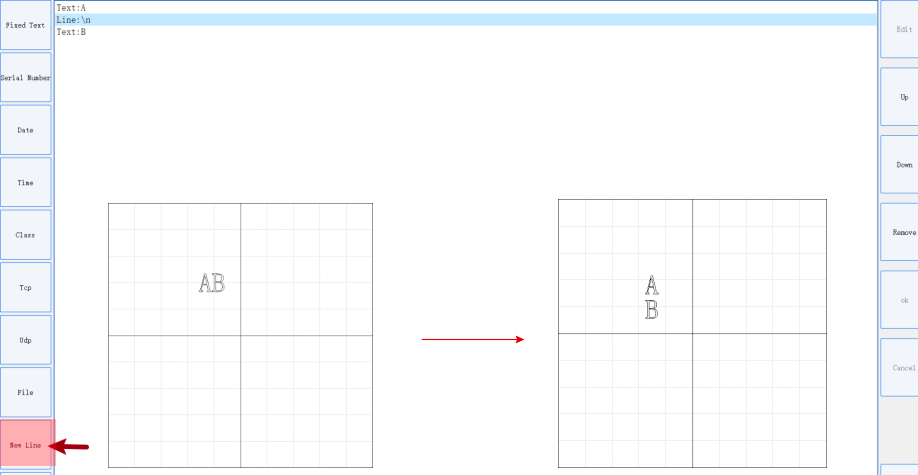
・改行を追加
2 つのテキストまたは可変テキストの間に「改行」を挿入します。その効果を下の図に示します。
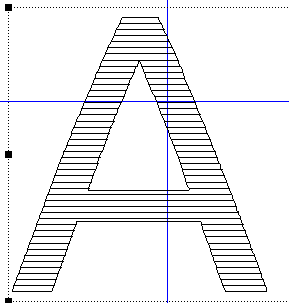
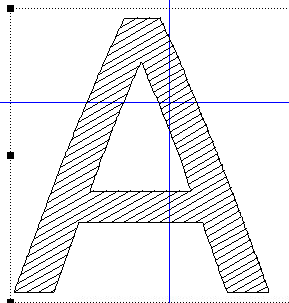
5. 塗りこみ
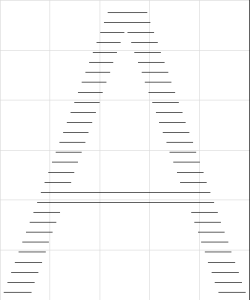
Space: 塗りつぶし線の間隔
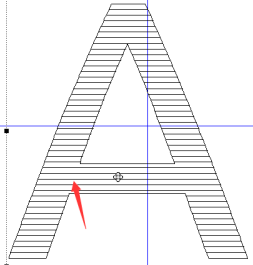
Angle: 塗りつぶし線の角度
 |
 |
| 角度 0の場合 | 角度30の場合 |
Border: アウトライン
|
 |
| ありの場合 | なしの場合 |
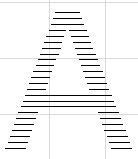
Fill Type: 塗りつぶし線のスタイル
 |
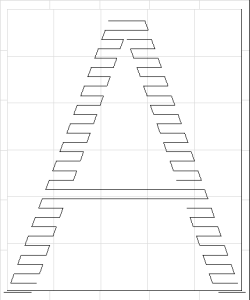 |
| LINE | Polyline |
Cross filling: 2 本の垂直線で塗りつぶします。スペースと角度を設定できます。
6. QRコードの生成
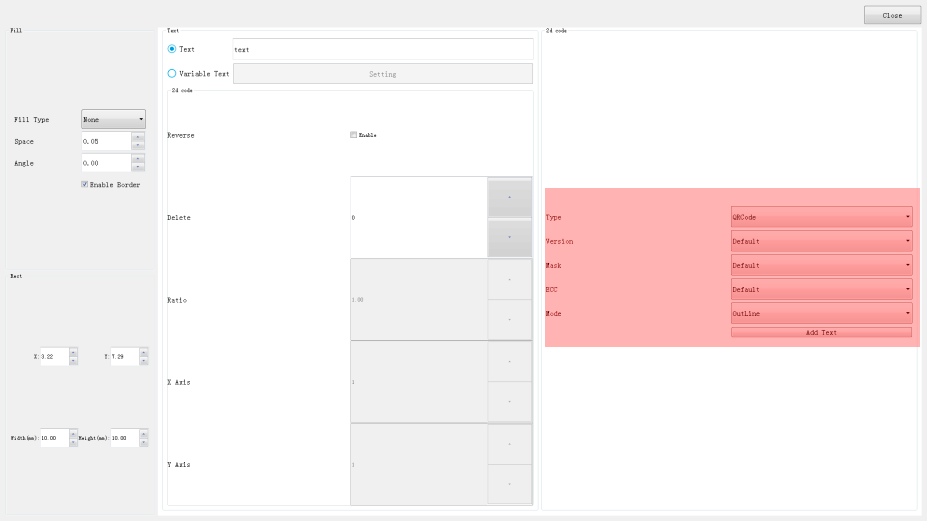
コードの種類
Barcode: 128 コード オート/A/B/C、39 コード、93 コード、EAN 13 コード、PDF 417 コード、01 コード。
QR コード: DataMatrix、GS1-DataMatrix、AztecCode、HanXinCode、DotCode。
次の手順では、QR コードを例に取り上げます。
ホーム画面で を選択し、 ![]() をクリックします。
をクリックします。
Fixed message:QRコードの内容が定型文の場合、内容を直接入力してください。
Variable message:QRコードの内容が可変メッセージの場合、「Variable message」を選択して設定します。 具体的な変数の設定については、「Variable Text Settings」を参照してください。
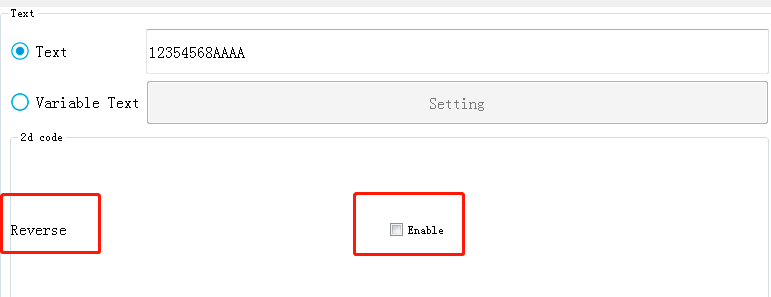
QRコードの方向設定
QRコードの向きを反対にする場合は「Enable」を選択してください。
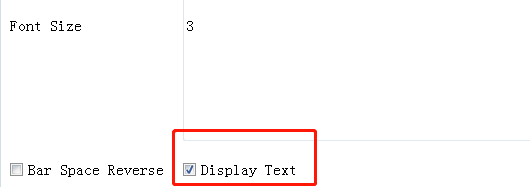
バーコードテキストを表示する(この機能はQRコードには無効です) バーコードのテキストを表示するには、「Display Text」を有効にします。
 |
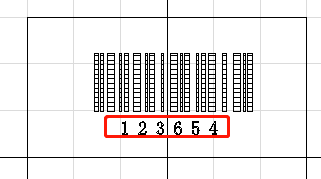 |
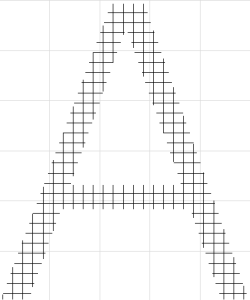
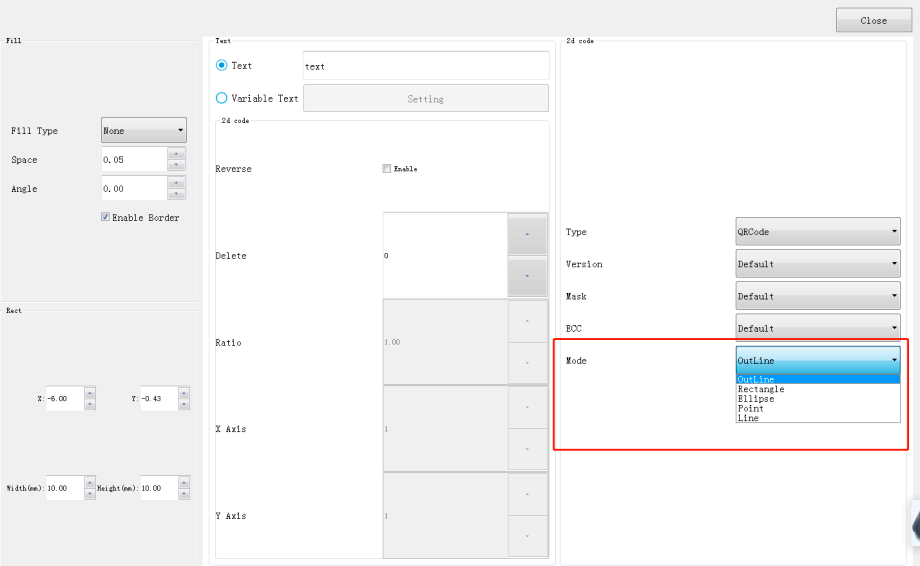
QRコードの塗りつぶし
QR コードの塗りつぶしには、アウトライン、長方形、楕円、点、および線のいくつかのタイプがあります。
ホーム画面で![]() を選択し、「モード」を見つけて、QR コードを埋めるパターンを選択します。
を選択し、「モード」を見つけて、QR コードを埋めるパターンを選択します。
7. 画像の追加
ホーム画面でクリックし、画像を追加するファイルを選択します。 次の画像フォーマットのみがサポートされています:
PLT、PNG、JPG、JPEG、BMP、GIF、PBM
画像のしきい値を設定
しきい値は、画像内のどの色が黒か白かを判断するために使用されます。
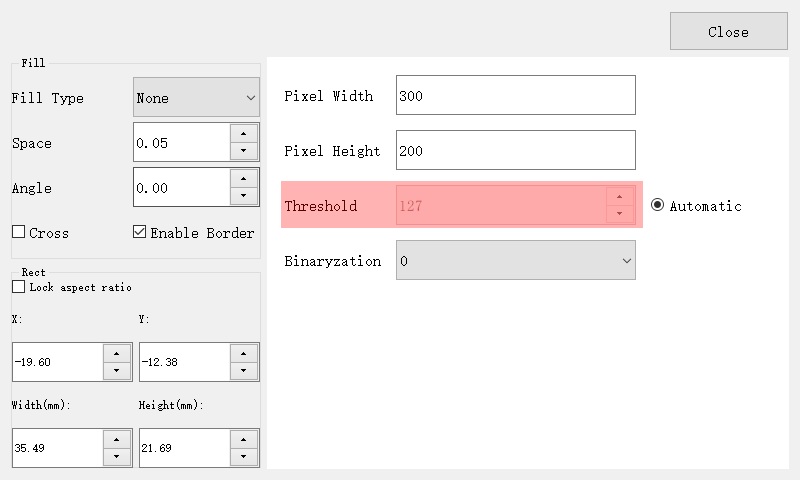

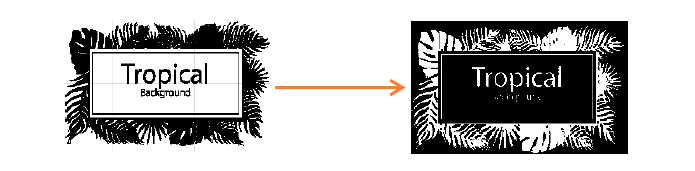
写真の色を反転する
画像の二値化を設定すると、画像の色を反転できます。
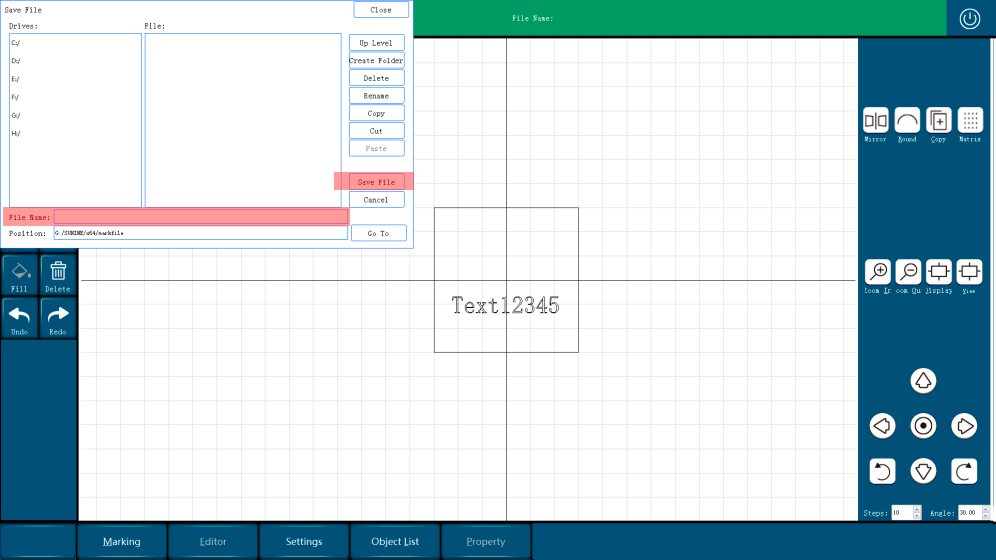
8. ファイルの保存
選択して設定を入力し、ファイル名を入力してから、以下に示すように「Save File」をクリックします。
9.プロパティとパラメータ
ホーム画面で![]() を選択します。
を選択します。
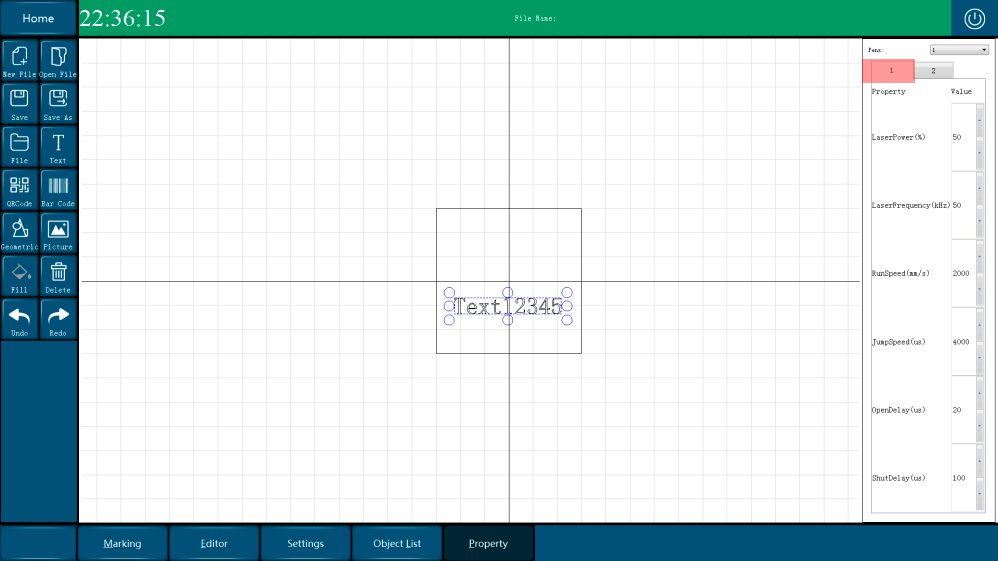
Laser Power – 単位: %
ファイバーレーザーの光出力のパーセンテージを設定します。 パワー範囲は 0% -100% です。ただし、レーザー光源の寿命が短くなるため、100% に設定しないでください。 最大値は 95% に設定することをお勧めします。 初期値は 30% に設定されています。 値が大きいほど、マーキングが深くなります。
Laser Frequency – 単位: kHz
値の範囲が 1KHz ~ 100KHz のパルス周波数です。初期値は 20kHz に設定されています。
Run Speed – 単位: mm/s
マーキング時の速度を設定します。 速度範囲は 1 ~ 5000mm/s です。 マークが薄いように見える場合は、この値を減らします (これにより、マーキング時間が長くなることに注意してください)。
Jump Speed – 単位: mm/s
マークされたベクトル間で使用される速度を設定します (レーザーが 1 つのベクトルから次のベクトルにジャンプする速度です。オブジェクトが多数の短いポリゴン ストロークで構成されている場合、大きな値を指定すると、マークが歪んで表示されます。値の範囲は 1 ~ 5000mm/s、初期値は 2000mm/s に設定されています。
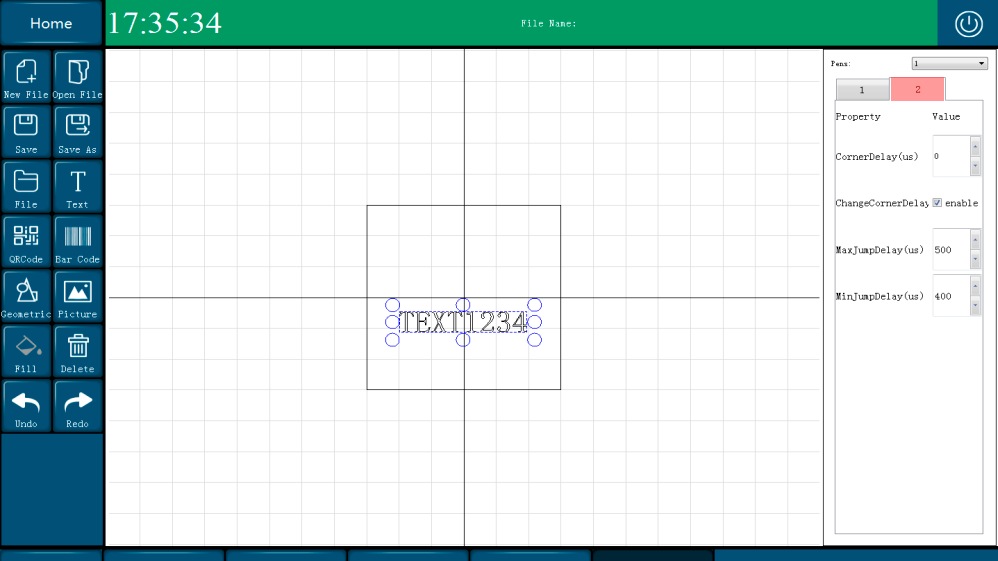
Jump Delay – 単位: ms
ジャンプ遅延は、レーザーが 1 つの文字から次の文字にジャンプする時間です。 値の範囲は 1 ~ 1000 です。 初期の最小値は 400ms、最大値は 500ms に設定されています。
Jump-Delay too short: ジャンプ コマンドに続くベクトルは、ミラーの必要な設定時間中に、ジャンプ ベクトルの終了位置で既にマークされています。
Result: インデントまたはオーバーシュートが表示されます。
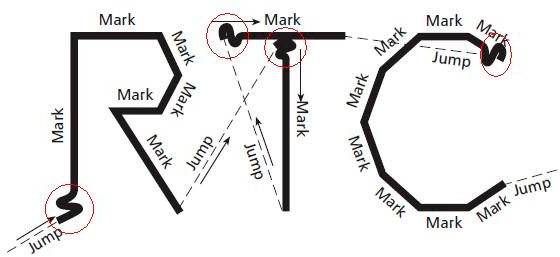
Jump-Delay too long: 目に見えるスキャン結果に悪影響はありません。 ただし、所要時間は増加します。
Laser-On Delay
ガルバノスキャンシステムがコマンドを終了するまで、レーザーのスイッチを入れるのを遅らせます。
Laser-On-Delay too short: 結果: 開始点でのブランイン効果
Laser-On Delay too long: 結果: ベクトルは開始点からマークされていません。
Laser-Off Delay
レーザーのスイッチオフの遅延。
Laser-Off Delay too short: ベクトルが完全にマークされていません。
Laser-Off Delay too long: ベクトルは最初からマークされていません。
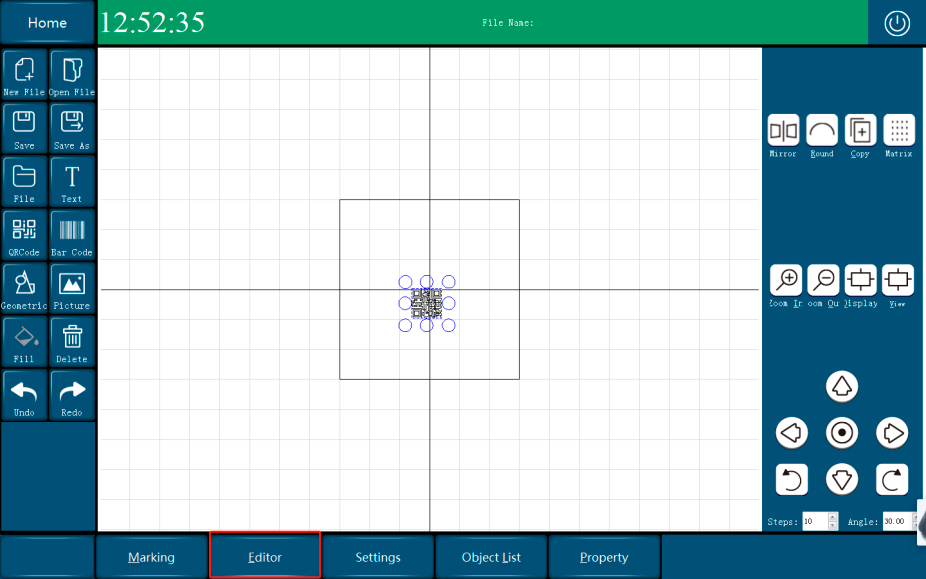
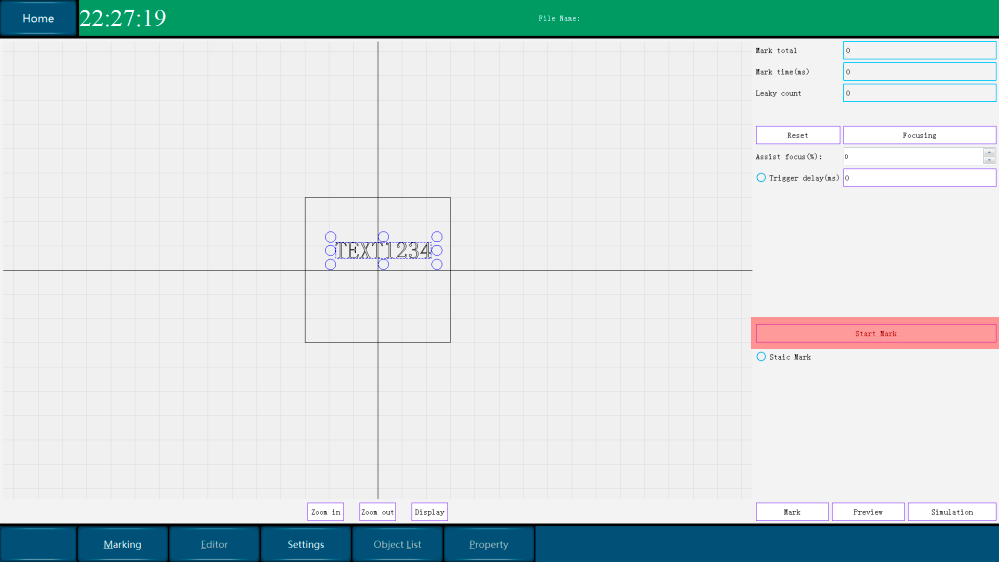
5.3.3 マーキング
ホーム画面で ![]() を選択して、マーキング画面に入ります。 必要なパラメータを選択し、「Start Marking」をクリックし、マーキングヘッドハンドラーのレーザーマーキングボタンを押して印刷のマーキングを開始します。
を選択して、マーキング画面に入ります。 必要なパラメータを選択し、「Start Marking」をクリックし、マーキングヘッドハンドラーのレーザーマーキングボタンを押して印刷のマーキングを開始します。
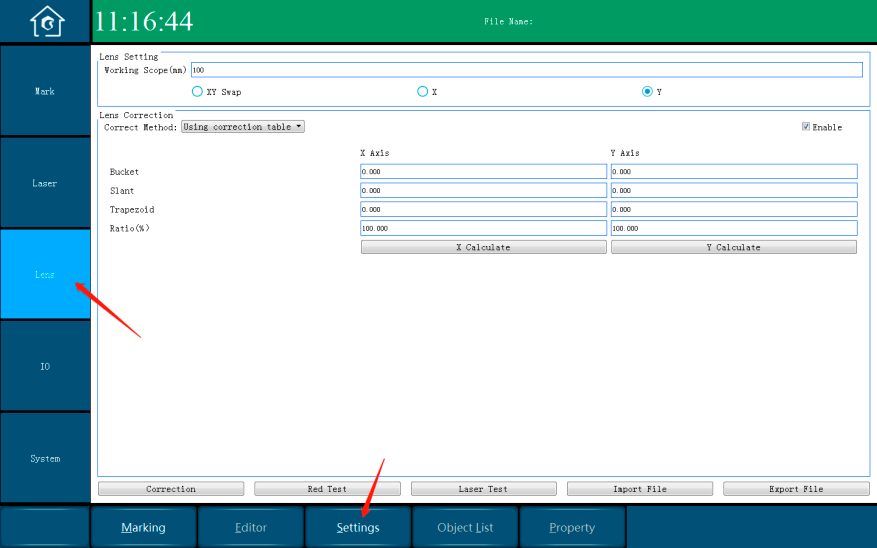
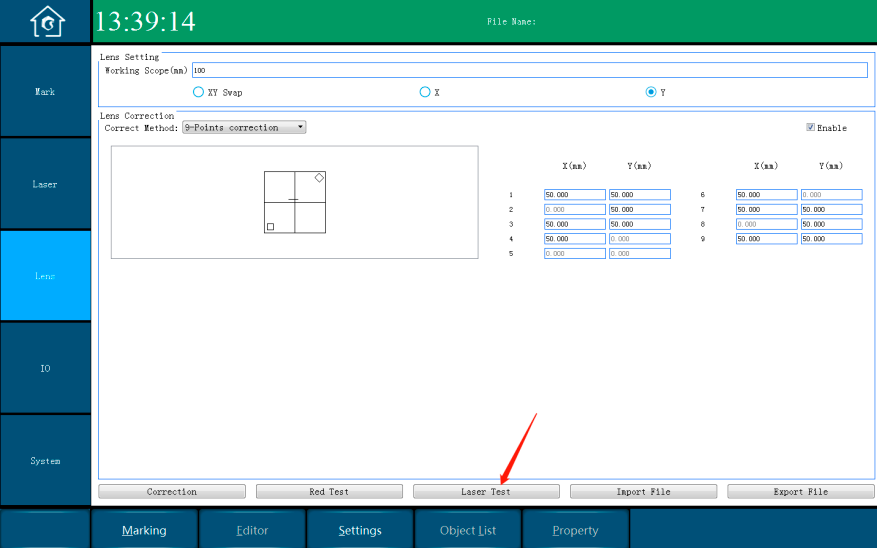
5.3.4 レンズ補正
ホーム画面で![]() を選択し、設定画面に入ります。 「Lens」を選択し、「Working Scope」の空欄に100を入力し(100mmはガルバノスキャナーのサイズです)、「Enable」をクリックします。
を選択し、設定画面に入ります。 「Lens」を選択し、「Working Scope」の空欄に100を入力し(100mmはガルバノスキャナーのサイズです)、「Enable」をクリックします。
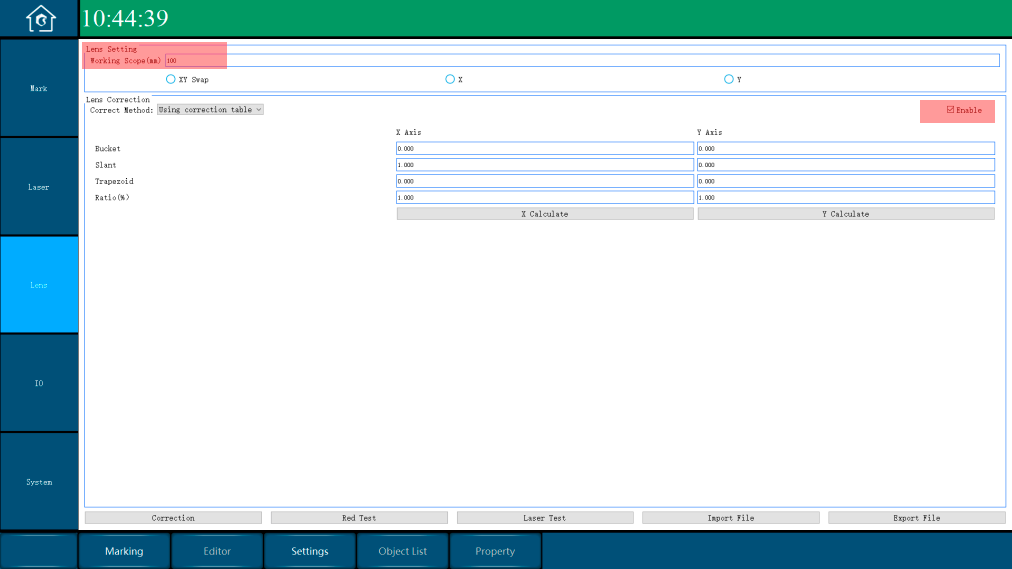
1. 正しい方法 #1: 補正表
1) まず、「Working Scope」に入り、ホーム画面に戻って更新してから、上記のインターフェースに戻ります。
2) 修正前に「XY Swap」、「X」、または「Y」 ボタンをクリックしないでください。
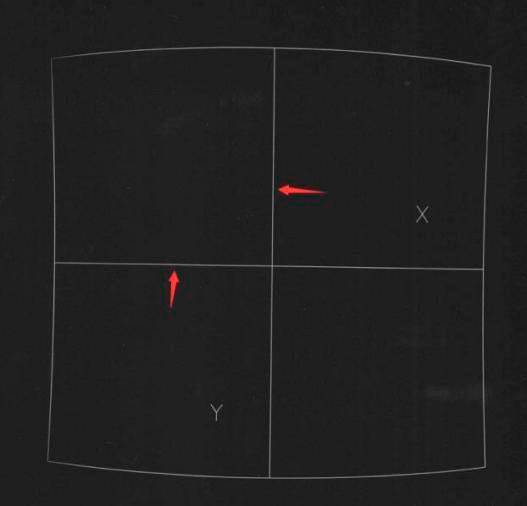
3) 「enable」ボタンをクリックしてからレーザーテストを実行すると、マシンは「田」を描画します。
4) 定規を使って 4 辺を測定し、辺が揃っているかどうかを確認します。
5) 直定規に合わせ、4 つの角が 90° 直角であるかどうか。 変形がある場合は、対応するパラメータを入力する必要があります。
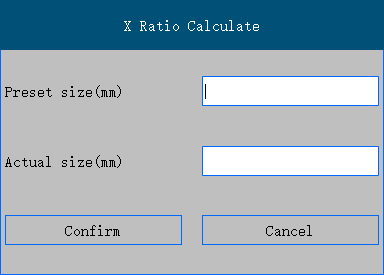
6) XY 軸の長さを測定します。[X Calculate] と [Y Calculate] をクリックして、プリセット サイズと実際のサイズを入力します。 実際のサイズは測定サイズであり、プリセット サイズは常にワーク スコープ (100) と同じです。
7) [Correction] ボタンをクリックし、ポップアップ ウィンドウに「laser」と入力して修正を保存します。
「バケット」、「傾斜」、「台形」パラメータ
XY 軸を下の図に示します。
| 補正目標 |  |
|
| X軸バケット変形補正 | 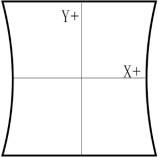 |
X 軸のバケット補正値を減らします。これは負の値になる可能性があります |
 |
X 軸のバケット補正値を増やします。これは負の値になる可能性があります | |
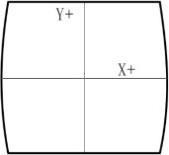
| Y軸バケット変形補正 | 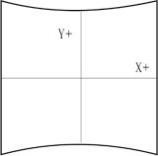 |
Y 軸のバケット補正値を減らします。これは負の値になる可能性があります |
 |
Y 軸のバケット補正値を増やします。これは負の値になる可能性があります | |
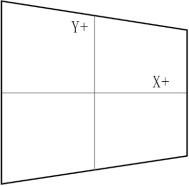
| X軸斜め変形補正 |  |
X 軸の傾斜補正値を減らします。これは負の値になる可能性があります。 |
 |
X 軸の傾斜補正値を増やします。これは負の値になる可能性があります。 | |
| Y軸斜め変形補正 |  |
Y軸の傾斜補正値を減らします。これは負の値になる可能性があります。 |
 |
Y 軸の傾斜補正値を増やします。これは負の値になる可能性があります。 | |
| X軸台形補正 | 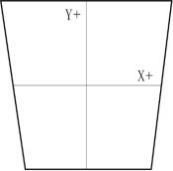 |
X軸の台形補正値を減らします。これは負の値になる可能性があります |
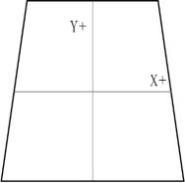 |
X軸の台形補正値を増やします。これは負の値になる可能性があります | |
| Y軸台形補正 | 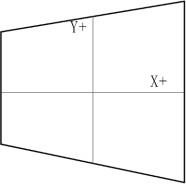 |
Y軸の台形補正値を減らします。これは負の値になる可能性があります |
 |
Y軸の台形補正値を増やします。これは負の値になる可能性があります | |
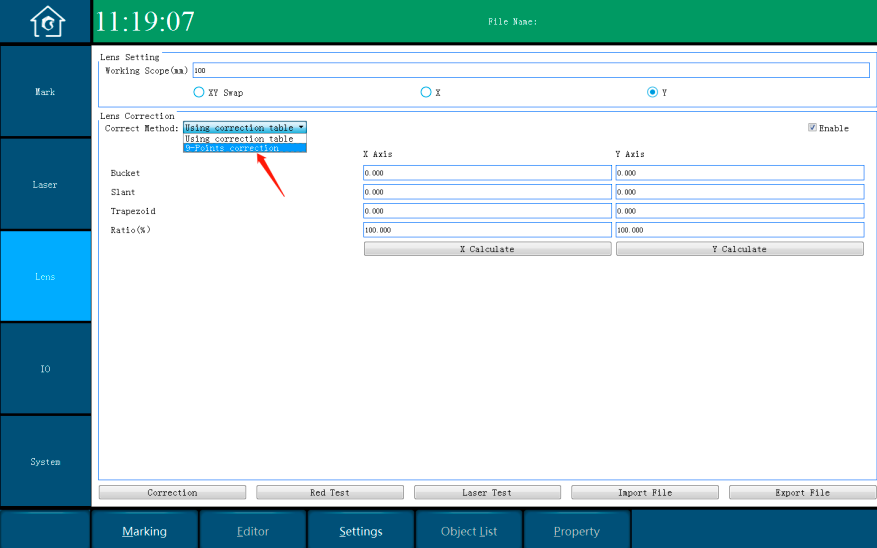
2. 正しい方法 #2: 9 点補正
9点補正開始までの流れ
1) 画面上に正方形を作成します。
2) で正方形を中央に配置し、![]() をクリックしてから
をクリックしてから ![]() をクリックします。
をクリックします。
注: 一連の手順に注意してください。どの手順も省略しないでください。
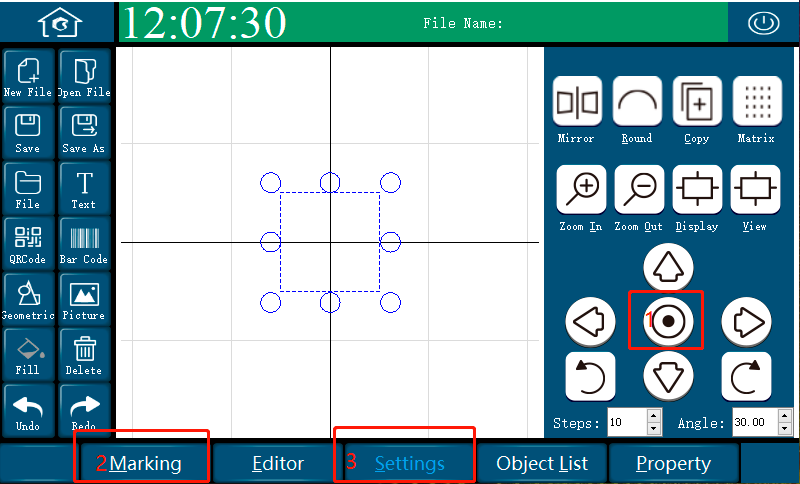
3) ![]() をクリックした後、設定インターフェイスに入ります。 「Lens」をクリックして、キャリブレーション設定に入ります。 パスワードは「Lens」です。
をクリックした後、設定インターフェイスに入ります。 「Lens」をクリックして、キャリブレーション設定に入ります。 パスワードは「Lens」です。
4)「9-points correction」を選択
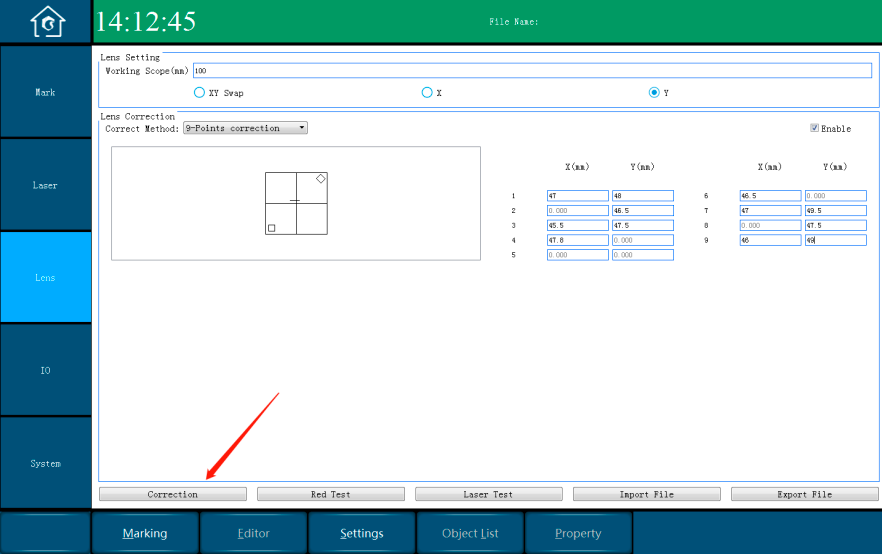
9点補正を行う
注意: 測定値が正確であるほど、精度が高くなります。
1) マーキング フィールド パラメータを 100 または 50 に入力します。
2) 「Y」と「Enable」チェックボックスをチェックします
3) ホーム画面に戻り、再度レンズ設定に戻る
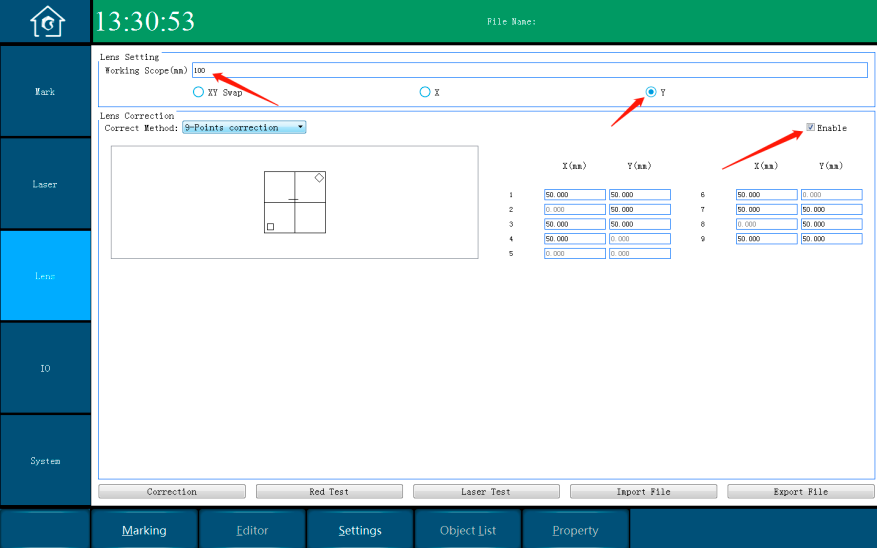
4) 「Laser Test」を押してから、レーザー ヘッドのボタンを押します。 マシンは”田”のようなグラフィックをマークします。
5) 定規で田の図形の XY 長さを測り、その長さの値を対応する空欄に入力します。
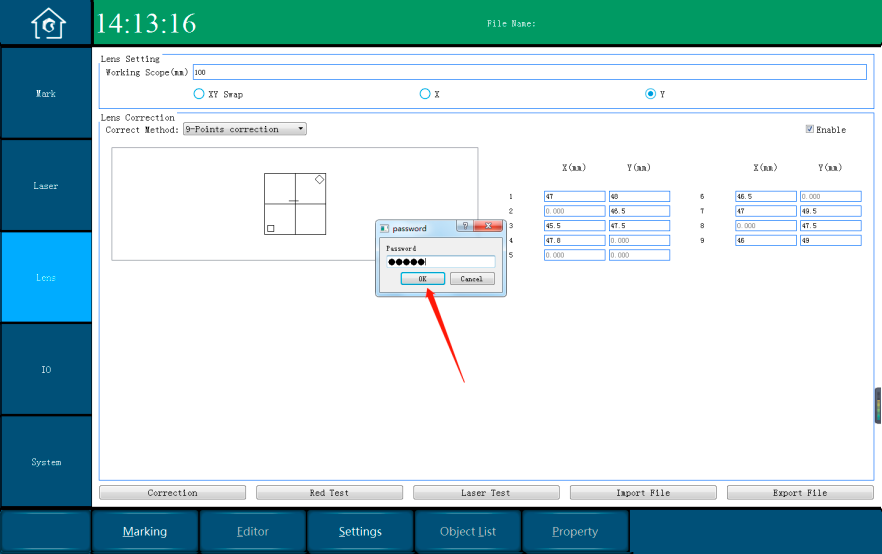
6) 「Correction」をクリックして、パスワード「laser」を入力して値を保存します。
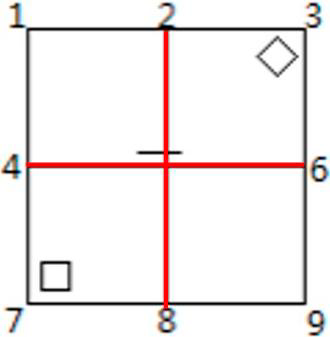
9点補正の説明
X 軸は横座標、Y 軸は縦座標です。 真ん中の十字線を基準に9点の座標長を測ります。
9点補正は、各点のXとYの長さを測定することです(点2、4、6、8は単一の座標です。点5は中心なので、デフォルトではXとYの座標位置はすべて0です)。 .
キャリブレーションされたすべてのポイントは、2 回キャリブレーションできます。 数値が大きいほど補正値が小さい
2 回目の修正のヒント: 値を大きくし、値を小さくします
| ポイント1 XY長さ | 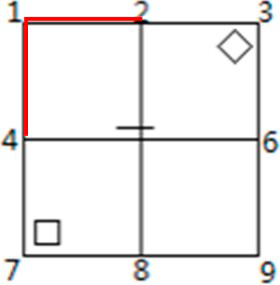 |
| ポイント2 Y長さ | 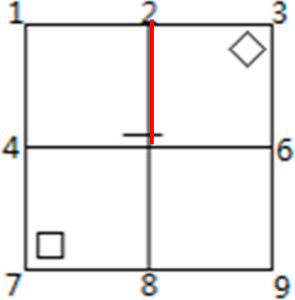 |
| ポイント3 XY長さ | 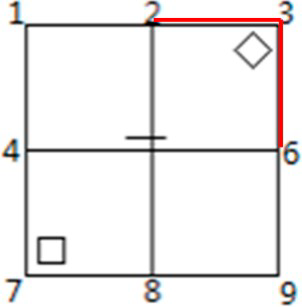 |
| ポイント4 X長さ | 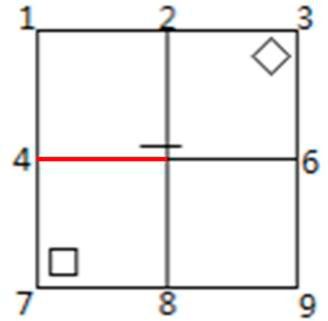 |
| ポイント6 X長さ | 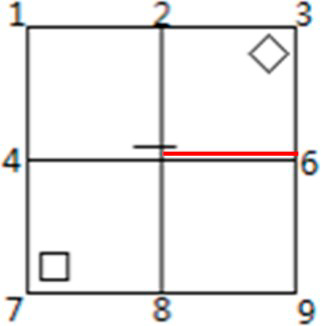 |
| ポイント7 XY長さ | 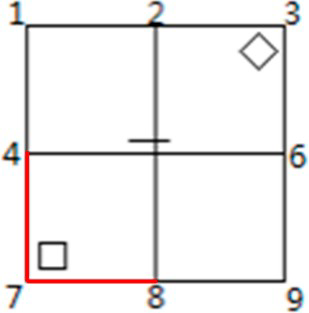 |
| ポイント8 Y長さ | 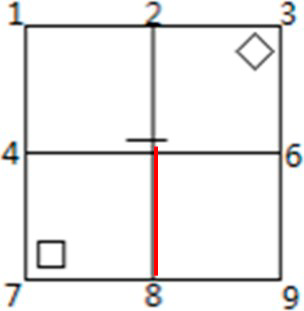 |
| ポイント9 XY長さ | 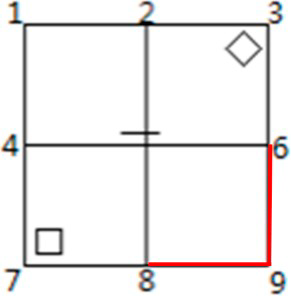 |
5.3.5 設定
マーキング設定
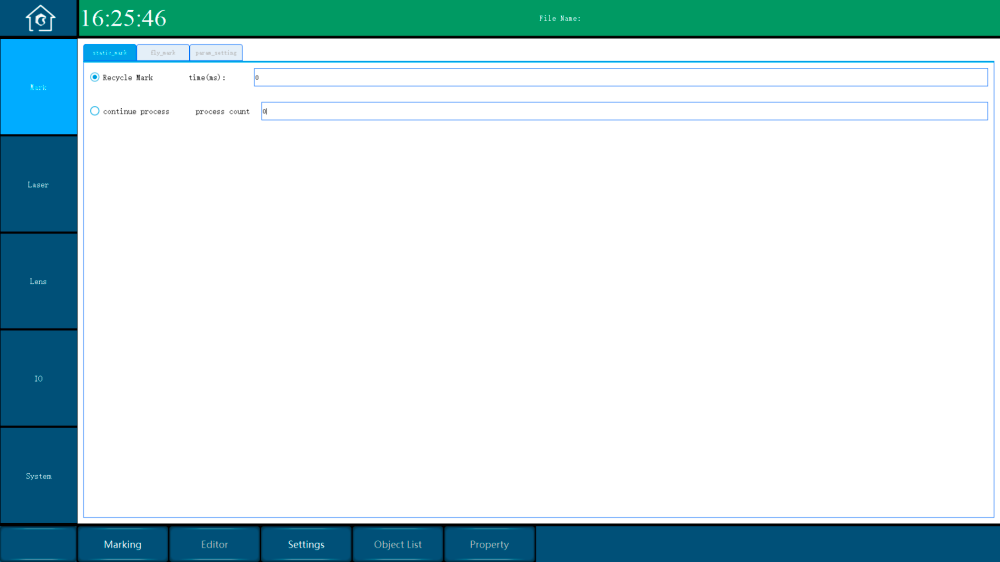
- Recycle Mark: デバッグの場合、チェックする必要はありません
time: 連続マーキングと組み合わせて使用される各マーキングの一時停止時間。デフォルトは 0 です。
continue process: トリガーごとに複数回マークします。チェックする必要はありません
process count: 手動およびマーキング トリガーごとのマーキングの数 - 前点灯
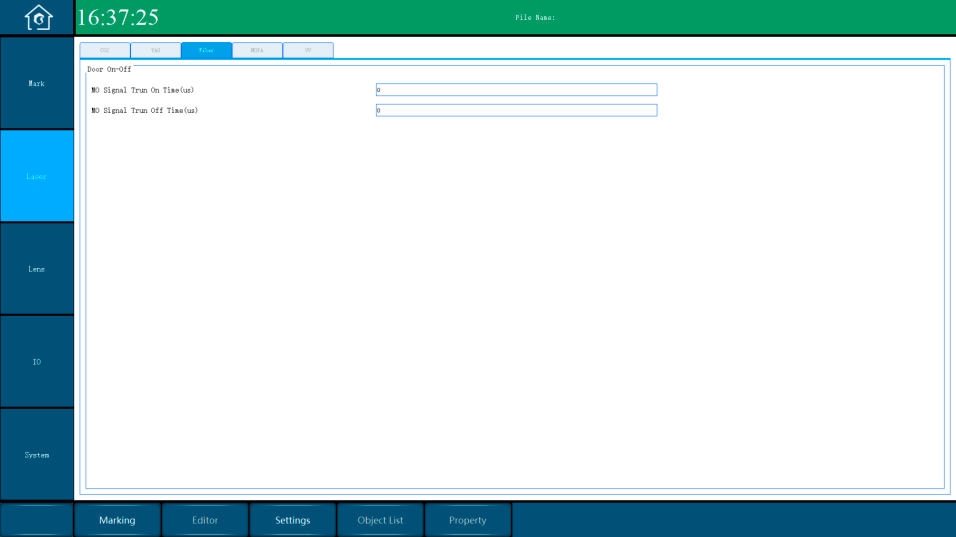
NO Signal Turn On Time: レーザーゲート信号、デフォルト 8000
NO Signal Turn Off Time: レーザーゲート信号、デフォルト 8000
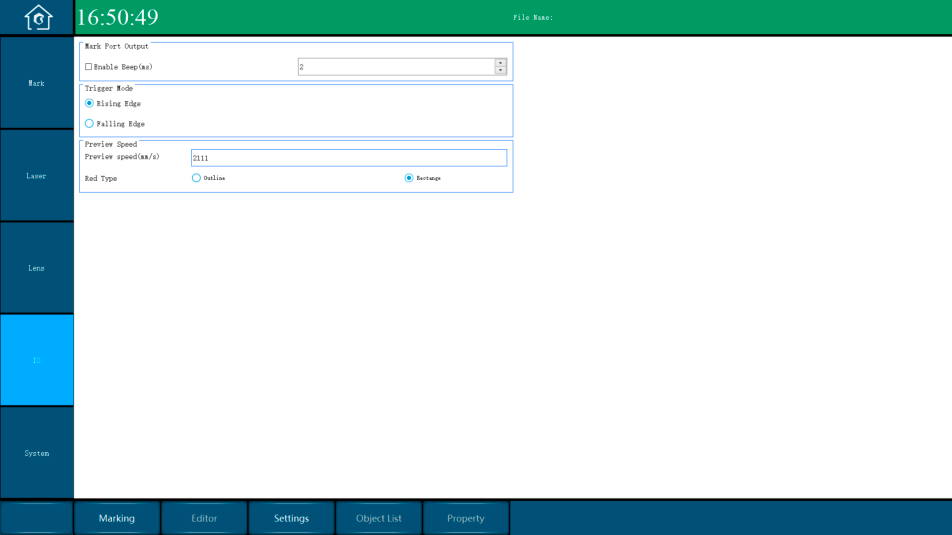
- I/O
ビープの有効化 (デフォルト) とその持続時間を設定できます。
トリガーモードを設定します。Rising Edge は手動トリガーの前にブザーを鳴らし、Falling Edge は手動トリガーの後にブザーを鳴らします。
レッド(赤色)プレビュー速度と赤信号プレビュー モードもここで設定できます。
- System
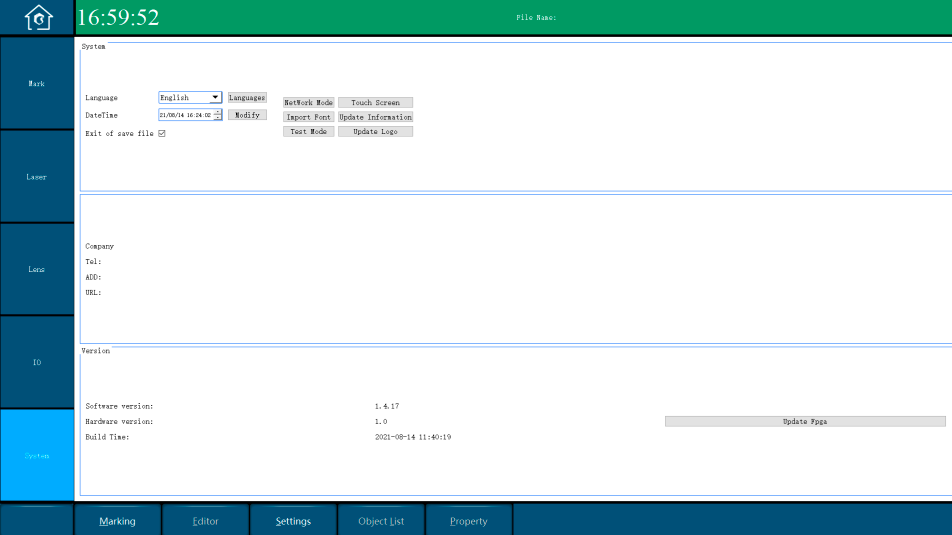
システムの言語を変更するには、[Language] コンボ ボックスをクリックします。 デフォルトで中国語と英語が含まれています。
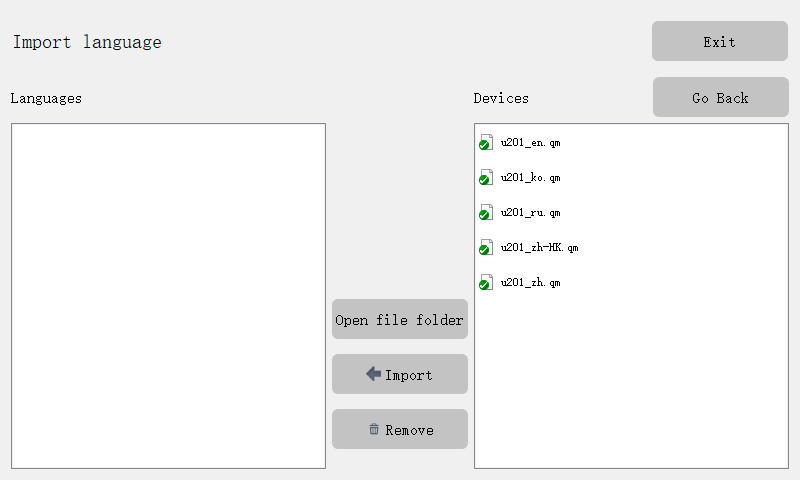
[Language] ボタンをクリックして、形式が “qm” の言語パッケージをインポートします。
日時を変更し、変更ボタンをクリックして有効にします。 ファイルの終了を確認して、システム内のすべての変更を保存します。
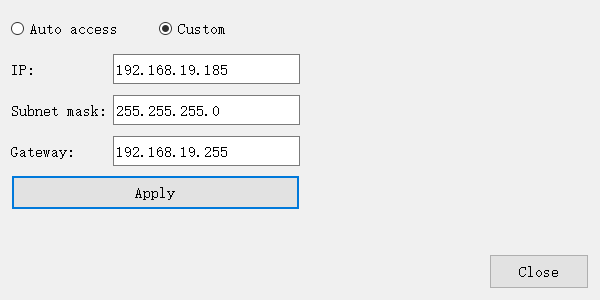
[NetWork Mode] ボタンをクリックして、システム ネットワーク パラメータを設定します。
[Touch Screen] ボタンをクリックして、スクリーン カーソルがタッチ位置と同じであることを確認します。
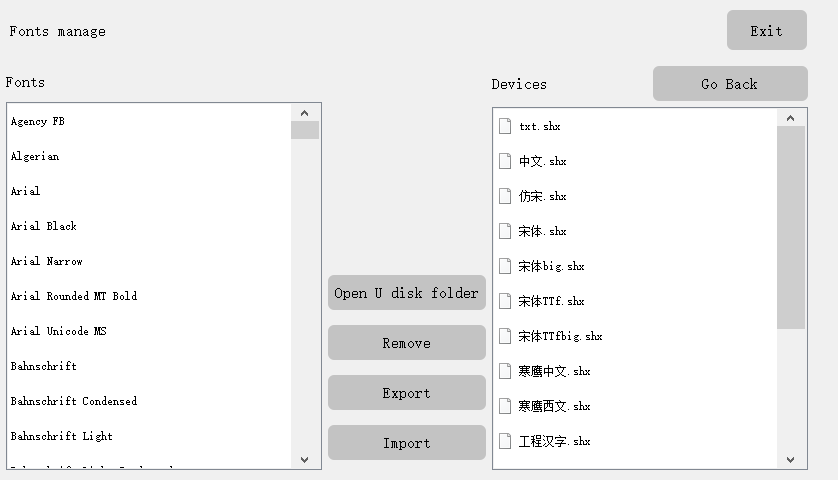
[Import Font] ボタンをクリックして、ttf と shx のみを含む形式のフォント ファイルをインポートできます。
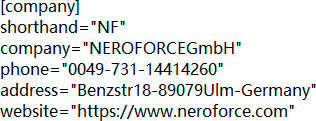
[Update Information] ボタンをクリックして、会社情報をインポートできます。 まず、会社情報を ini ファイルに書き込む必要があります。 ファイルのフォーマットを以下に示します。
[Update Logo] ボタンをクリックして、システムの起動画面のロゴを変更できます。「ロゴ」パスワードを入力し、ロゴを選択して、開くボタンをクリックします。
テストモードでのパスワードと機能
[Test Mode] ボタンをクリックし、さまざまなパスワードを入力してさまざまな機能をテストします。
[Battery]: 画面の右上隅にバッテリー アイコンを表示します。 (バッテリーのバージョンはデフォルトでチェックされています)
Enable Mark: マーキング機能を有効にします。デフォルトでオンになっています。
Set the battery alarm value: 低バッテリー警告を設定し、入力方法の言語を選択します。
laser: レーザー出力のテスト用パラメーターの設定です。
6.メンテナンス
6.1 一般的な注意事項
操作の前に、ユーザーはこれらの指示を注意深く読む必要があります。
最高の印刷結果を達成し、損傷を防ぐために、レーザー マシンのメンテナンスは非常に重要です。 装置の作業強度と印刷物の特性を考慮して、レーザーマーキングマシンのメンテナンススケジュールを確立する必要があります。
|
注意 | レーザー マーキング マシンの設置および操作は、操作説明を受けた担当者のみが行う必要があります。 |
|
警告 | レーザーマーキングマシンのメンテナンスを行う前に、電源から切り離してマシンが完全にシャットダウンされていることを確認してください。 |
6.2 メンテナンス手順
6.2.1 一般的なメンテナンス手順
1. 主電源を切ります。
2.レーザー マーキング マシンの使用が終了したらレンズをクリーニングし、レンズ カバーをかぶせます。 ゴム製のスクイーズバルブで空気を吹き付けて、レンズの表面のほこりを取り除きます。 レンズに汚れやほこりがついている場合は、セクション 6.2.2 に従ってレンズを清掃してください。
|
注意 | マーキングマシンが煙、ほこり、水、油、等による接触の可能性から離れていることを確認してください。 常に清潔に保ってください。 |
3. マシン ハウジングの表面にある通気口にたまったほこりを毎週掃除します。
4. システムの電源を長時間入れない場合は、電源を切り、レーザー ヘッドとコントロール ボックスをカバー クロスで覆い、ほこりの蓄積と防湿を避けてください。
6.2.2 レンズのクリーニング
|
警告 | 電源から切り離して、システムが完全にシャットダウンされていることを確認します。 |
ビーム出口の表面の汚れ、ほこり、およびその他の汚染物質は、レーザーエネルギーを吸収し、表面に焼き付き、光学素子を損傷する可能性があることに注意してください。 保証は、不適切な使用、クリーニング、または取り扱いによる損傷には適用されません。
1. クリーニングの前に、レーザー システムがシャットダウンされ、誤って再びオンにならないようにしてください。
2. 清潔な手袋または指サックを使用してください。 指紋には光学面を損傷する可能性のある攻撃的な物質が含まれているため、ミラーに皮膚を触れないようにしてください。
3. ほこりの粒子が検査された場合は、ゴム製のスクイーズバルブで鏡面に空気を吹き付けて取り除きます。
4. レンズの表面がまだきれいでない場合は、高純度のイソプロパノールまたはアセトンを含む綿球または綿棒を使用して、表面を均一にきれいにします。 溶剤を使いすぎないでください。 そうしないと、乾燥の跡が現れることがあります。
5. ほこりが空気で除去できない場合、またはより深刻な汚染が検査された場合は、販売店に連絡して指導を受けてください。 極端な場合、検査とクリーニングのためにレンズをメーカーに返送する必要があります。
通常、1 日に 1 回以上はエアーダスター等で空気を吹き付けてレンズをクリーニングすることをお勧めします。
クリーニングの頻度は、生産現場の特定の環境条件によって異なります。 生産現場に煙や粒子が多いと、レンズの汚れが早くなり、より頻繁なクリーニングが必要になります。 各ユーザーは、生産状況に応じて対応する洗浄要件を確立する必要があります。
7.トラブルシューティング
レーザーの操作中に問題が発生した場合は、すべての操作手順に従っていることを確認してから、次のトラブルシューティング手順を実行してください。
| No | 問題 | 考えられる原因と対処法 |
| 1 | 電源を入れても機器が起動しない |
|
| 2 | レーザーが光らない |
|
| 3 | ガルバノメーターが動かない(一点に照射される) |
|
| 4 | タッチスクリーンの問題 |
|
| 5 | ソフトウェア制御が発光しない |
|
| 6 | マーキング文字が変形する | 周波数とスピードを調整してください。 スキャンヘッドの補正が正常かどうか確認してください。 そうでない場合は補正を行ってください。 |